Tableau Vitesse Perçage Excel : Bois, Acier, Inox, Aluminium et Matériaux
Le perçage représente l’une des opérations d’usinage les plus fréquentes dans les ateliers de mécanique, la chaudronnerie, la maintenance industrielle, la construction métallique, la menuiserie, l’aéronautique et l’industrie automobile. Derrière un geste qui semble simple se cache pourtant un réglage précis des paramètres de coupe. Une vitesse de rotation trop élevée accélère l’usure du foret et dégrade la qualité du trou, tandis qu’une vitesse trop faible augmente le temps de fabrication et réduit la productivité.
Pour obtenir un perçage précis, régulier et économique, il est indispensable de sélectionner une vitesse de coupe adaptée au matériau, au diamètre du foret et au type d’outil utilisé.
Ce guide rassemble les tableaux de vitesses de perçage les plus courants, les formules de calcul indispensables, des exemples concrets ainsi qu’un modèle Excel automatisé permettant de préparer rapidement une opération de perçage.
Pourquoi utiliser un tableau des vitesses de perçage ?
Chaque matériau possède une résistance mécanique, une conductivité thermique et un comportement différents lors de l’usinage. Les paramètres utilisés pour percer une plaque d’aluminium ne conviennent pas à un acier inoxydable ou à une pièce en fonte.
Un tableau des vitesses de perçage permet de :
- choisir rapidement une vitesse de coupe adaptée ;
- calculer automatiquement la vitesse de rotation de la broche ;
- améliorer la durée de vie des forets ;
- limiter les risques d’échauffement ;
- obtenir un meilleur état de surface ;
- améliorer la précision dimensionnelle ;
- réduire les temps d’usinage ;
- préparer une gamme de fabrication cohérente.
Les paramètres essentiels du perçage
Avant de régler une perceuse conventionnelle ou un centre d’usinage CNC, plusieurs paramètres doivent être définis.
| Paramètre | Symbole | Unité |
|---|---|---|
| Vitesse de coupe | Vc | m/min |
| Diamètre du foret | D | mm |
| Vitesse de rotation | N | tr/min |
| Avance par tour | f | mm/tr |
| Vitesse d’avance | Vf | mm/min |
| Profondeur du trou | L | mm |
| Temps de perçage | T | min |
Comment calculer la vitesse de rotation ?
La vitesse de rotation de la broche dépend directement de la vitesse de coupe recommandée et du diamètre du foret.
Formule
N = (1000 × Vc) / (π × D)
où :
- N : vitesse de rotation (tr/min)
- Vc : vitesse de coupe (m/min)
- D : diamètre du foret (mm)
Exemple
Foret HSS Ø12 mm
Acier doux
Vc = 25 m/min
N = (1000 × 25) / (3,1416 × 12)
Résultat :
≈ 663 tr/min
Calcul de la vitesse d’avance
Après avoir déterminé la vitesse de rotation, il devient possible de calculer l’avance.
Formule
Vf = N × f
avec :
- N = vitesse broche
- f = avance par tour
Exemple :
- N = 663 tr/min
- f = 0,20 mm/tr
Vf = 663 × 0,20
Résultat :
≈ 133 mm/min
Calcul du temps de perçage
Le temps nécessaire dépend principalement de la profondeur du trou et de l’avance.
Formule
Temps = Profondeur / Vf
En pratique, il est recommandé d’ajouter les temps d’approche, de retrait du foret, de changement d’outil et de contrôle afin d’obtenir un temps de cycle réaliste.
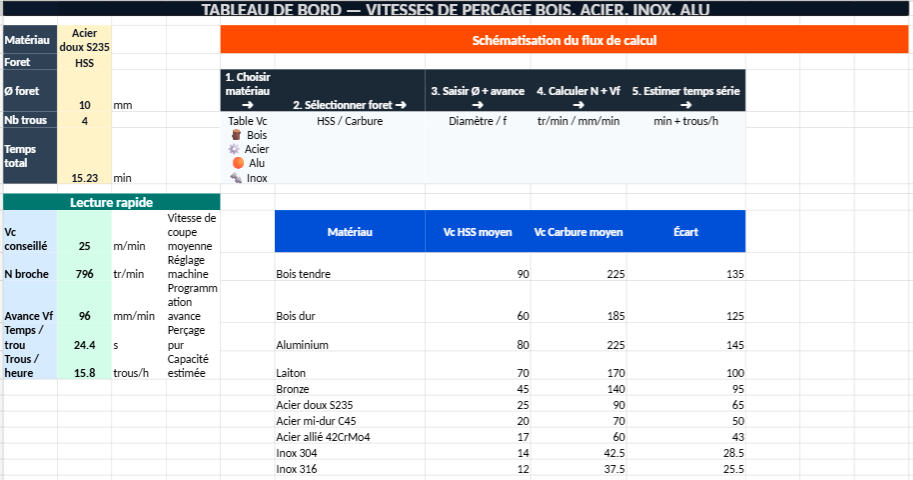
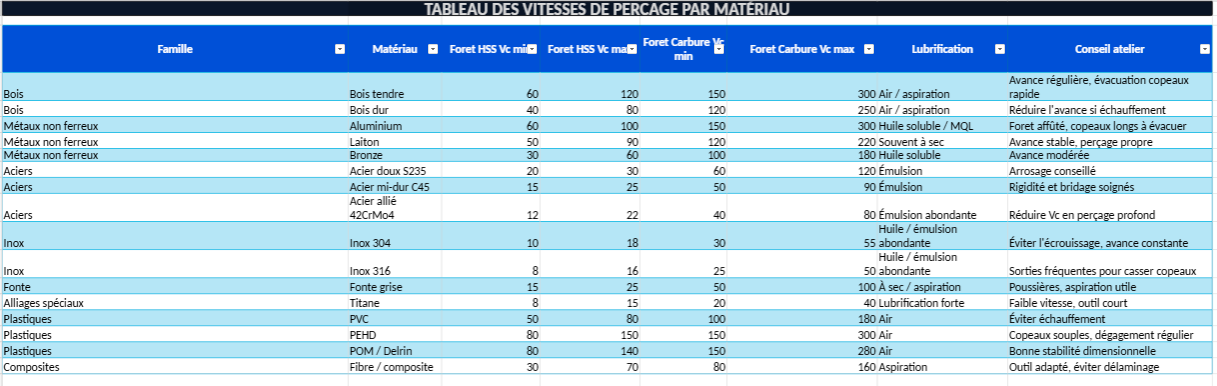
Tableau des vitesses de coupe recommandées
Le choix d’une vitesse de coupe adaptée constitue l’un des principaux facteurs de réussite d’une opération de perçage. Chaque matériau réagit différemment à l’usinage en fonction de sa dureté, de sa conductivité thermique et de sa résistance mécanique. Le tableau ci-dessous rassemble les vitesses de coupe recommandées pour les principaux matériaux, avec des valeurs indicatives pour les forets HSS et carbure. Il offre un point de départ fiable pour régler la vitesse de rotation de la broche, améliorer la qualité des trous et prolonger la durée de vie des outils.
Bois
| Matériau | HSS | Carbure |
|---|---|---|
| Bois tendre | 60 à 120 | 150 à 300 |
| Bois dur | 40 à 80 | 120 à 250 |
| Contreplaqué | 50 à 90 | 150 à 280 |
| MDF | 70 à 120 | 180 à 320 |
Métaux non ferreux
| Matériau | HSS | Carbure |
|---|---|---|
| Aluminium | 60 à 100 | 150 à 300 |
| Laiton | 50 à 90 | 120 à 220 |
| Bronze | 30 à 60 | 100 à 180 |
| Cuivre | 30 à 70 | 120 à 220 |
Aciers
| Matériau | HSS | Carbure |
|---|---|---|
| Acier doux | 20 à 30 | 60 à 120 |
| Acier C45 | 18 à 28 | 50 à 110 |
| Acier allié | 15 à 25 | 45 à 90 |
| Acier traité | 10 à 20 | 30 à 70 |
Inox
| Matériau | HSS | Carbure |
|---|---|---|
| Inox 304 | 10 à 18 | 35 à 60 |
| Inox 316 | 8 à 16 | 30 à 55 |
Fonte
| Matériau | HSS | Carbure |
|---|---|---|
| Fonte grise | 18 à 30 | 60 à 100 |
| Fonte GS | 15 à 28 | 55 à 95 |
Plastiques techniques
| Matériau | HSS | Carbure |
|---|---|---|
| PVC | 50 à 80 | 100 à 180 |
| PEHD | 80 à 150 | 150 à 300 |
| POM | 60 à 120 | 150 à 250 |
| PTFE | 40 à 70 | 120 à 220 |
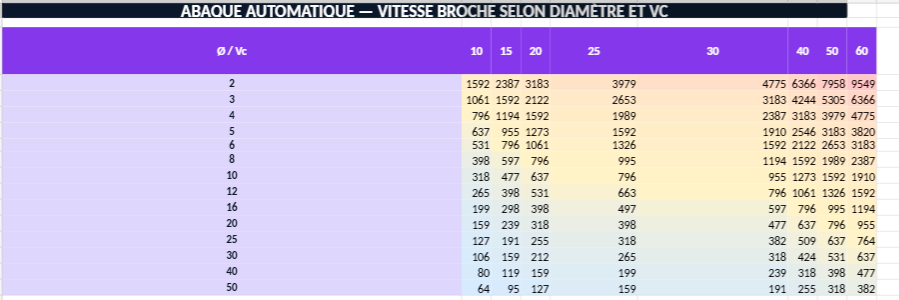
Influence du diamètre du foret
À vitesse de coupe identique, un petit foret tourne beaucoup plus vite qu’un foret de grand diamètre.
Quelques exemples pour une vitesse de coupe de 25 m/min :
| Diamètre | Rotation |
|---|---|
| 5 mm | 1 592 tr/min |
| 8 mm | 995 tr/min |
| 10 mm | 796 tr/min |
| 12 mm | 663 tr/min |
| 16 mm | 497 tr/min |
| 20 mm | 398 tr/min |
Comment prolonger la durée de vie d’un foret ?
Quelques bonnes pratiques améliorent les performances de perçage :
- choisir un foret adapté au matériau ;
- respecter les vitesses de coupe recommandées ;
- adapter l’avance au diamètre ;
- lubrifier lorsque le matériau le nécessite ;
- évacuer régulièrement les copeaux ;
- vérifier le faux-rond du mandrin ;
- limiter les vibrations ;
- utiliser un bridage rigide de la pièce.
Les erreurs les plus fréquentes
| Symptôme | Cause probable | Solution |
|---|---|---|
| Foret bleui | Vitesse trop élevée | Réduire la vitesse de coupe |
| Copeaux brûlés | Lubrification insuffisante | Adapter l’arrosage |
| Trou imprécis | Mauvais centrage | Utiliser un foret à centrer |
| Vibrations | Pièce mal bridée | Renforcer le serrage |
| Foret cassé | Avance excessive | Réduire l’avance |
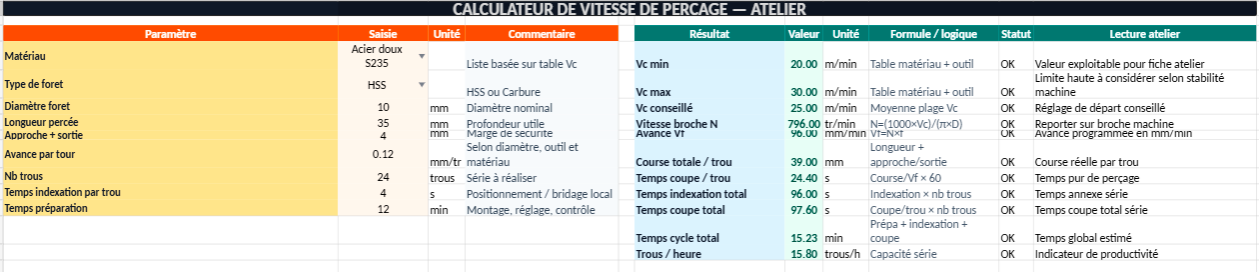
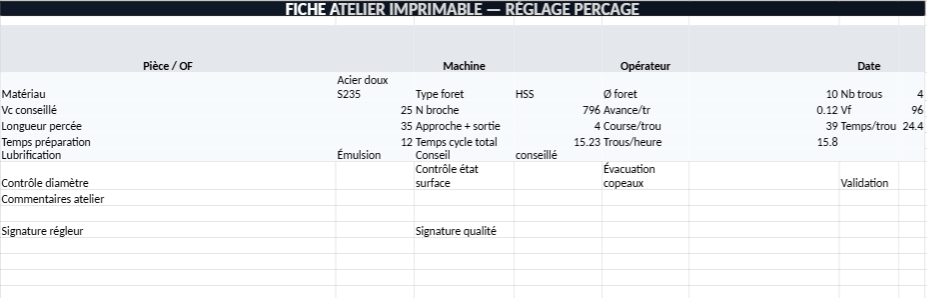
Pourquoi utiliser un modèle Excel ?
Un calculateur Excel simplifie la préparation des opérations de perçage et limite les erreurs de réglage.
Le modèle peut notamment :
- calculer automatiquement la vitesse de rotation de la broche ;
- proposer une vitesse de coupe selon le matériau sélectionné ;
- estimer la vitesse d’avance ;
- calculer le temps de perçage d’un trou ou d’une série ;
- comparer plusieurs diamètres de forets ;
- intégrer une base de données des matériaux et des outils ;
- afficher des indicateurs visuels pour valider les paramètres ;
- éditer une fiche de réglage destinée à l’atelier.
Grâce à ces fonctionnalités, les opérateurs, techniciens méthodes, programmeurs CNC, enseignants et étudiants disposent d’un outil fiable pour préparer leurs opérations, standardiser les conditions de coupe et améliorer la productivité tout en préservant la durée de vie des outils de perçage.
")