MSA – GRR (ANOVA) expliqué simplement : Modèle Excel
Recommandés

Télécharger un modèle Excel MSA – GRR (ANOVA) expliqué simplement – Répétabilité & Reproductibilité d’un système de mesure
1) Pourquoi faire une MSA ?
Avant d’améliorer un procédé, il faut être sûr que l’outil qui le mesure est fiable. Une MSA (Measurement System Analysis) évalue la part d’incertitude due au système de mesure lui-même : instrument, opérateurs, méthode, environnement. L’étude GRR (Gage Repeatability & Reproducibility) en est le cœur : elle décompose l’erreur en deux familles — répétabilité (variation de l’instrument) et reproductibilité (variation entre opérateurs).
2) Définitions clés
- Répétabilité (EV, Equipment Variation) : variation obtenue quand un même opérateur mesure la même pièce avec le même instrument, à court terme. Elle reflète la capacité intrinsèque de l’instrument et des conditions immédiates (résolution, serrage, contact, force de mesure…).
- Reproductibilité (AV, Appraiser Variation) : variation entre opérateurs mesurant les mêmes pièces. Elle reflète l’effet de la méthode (gestes, interprétation, réglages) et de la formation.
- Pièce-à-Pièce (PV, Part-to-Part) : vraie variabilité du produit. Plus elle est grande, plus il est facile de distinguer les pièces.
- GRR : somme des composantes EV + AV (et éventuellement interaction Pièce×Opérateur si présente).
- Étude “croisée” (crossed design) : chaque opérateur mesure les mêmes pièces, souvent r répétitions. C’est le plan standard pour GRR.
- %GRR (Study Variation) : part de la variation totale attribuable au système de mesure. Deux conventions existent :
Sur écart-types :

Sur 6σ (amplitude d’étude) :

% de tolérance :

3) Seuils d’interprétation (règles pratiques)
- %GRR ≤ 10 % : système apte.
- 10–30 % : marginal (à discuter selon risque, coût, criticité).
- > 30 % : système à améliorer.
- ndc ≥ 5 : discrimination acceptable ; ndc < 5 : pouvoir discriminant insuffisant.
4) Le plan d’expérience minimal
Un plan classique est 10 pièces × 3 opérateurs × 2 répétitions (10×3×2). Recommandations :
- Choix des pièces : couvrir l’étendue réelle du procédé (bas, milieu, haut). Éviter 10 pièces identiques.
- Randomisation : mélanger l’ordre des mesures pour casser les effets de dérive.
- Conditions : figer/consigner température, outillage, méthode, temps de stabilisation, force de serrage, etc.
- Résolution : l’instrument doit avoir une résolution ≥ 10 fois plus fine que la tolérance cible (règle des 10:1, ou 4:1 a minima).
5) Pourquoi l’ANOVA ?
L’ANOVA (analyse de la variance) permet de séparer les sources :
- Terme Pièce : variabilité produit.
- Terme Opérateur : différence moyenne entre opérateurs.
- Interaction Pièce×Opérateur : certains opérateurs mesurent différemment selon la pièce (symptôme de méthode ambiguë).
- Erreur (Répétabilité) : bruit résiduel à l’intérieur d’une cellule pièce-opérateur (répétitions).
L’ANOVA calcule pour chaque terme :
- SS (Somme des carrés), df (degrés de liberté), MS (moyenne des carrés),
- puis F et p-valeur pour juger la significativité statistique.
Logique décisionnelle (résumé AIAG)
- Tester l’interaction Pièce×Opérateur (p < 0,05 ⇒ significative).
- Si interaction significative : on utilise MS_Interaction comme base pour estimer certaines composantes (puisque les différences opérateur dépendent des pièces).
- Sinon : on utilise MS_Erreur (répétabilité) pour estimer AV et PV.
L’idée : ne pas sur- ou sous-estimer des composantes quand l’interaction existe réellement.
6) Des composantes de variance aux KPI
À l’issue de l’ANOVA, on estime les variances :
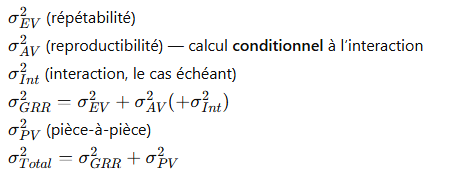
Puis on dérive :
- %GRR (Study Var) et %Tolérance (avec 6σ).
- ndc.
- % de contribution (part relative de chaque composante dans la variance totale).
7) Lecture des résultats et décisions
- Commencer par l’interaction
- Significative : méthode ambiguë, profils opérateur-pièce différents. Actions : standardiser le geste, préciser les points de contact, renforcer la formation, clarifier les critères de lecture (ex. lecture au tangage sur un comparateur).
- Non significative : les opérateurs sont cohérents entre eux ; la variabilité vient plutôt de l’instrument (EV) ou du produit (PV).
- Regarder EV
- EV élevée : instrument inadapté, résolution trop grossière, fixturing instable, force de mesure variable, usure, absence de R&R de l’instrument (calibration, répétabilité interne).
- Contre-mesures : augmenter la résolution, gabarits et appuis rigides, consignes de force/durée de contact, maintenance/calibration, conditions thermiques maîtrisées.
- Regarder AV
- AV élevée : méthode non standardisée, manque de formation, consignes floues.
- Contre-mesures : SOP illustrée, entraînement croisé, validation pratique (test opérateur), poka-yoke de lecture.
- Regarder %GRR et ndc
- %GRR bas + ndc ≥ 5 : système apte.
- %GRR moyen (10–30 %) : arbitrer selon risque/tolérance/coût, cibler d’abord EV et AV les plus contributives.
- %GRR élevé : revoir instrument et méthode avant de conclure sur le procédé.
- Comparer à la tolérance
- %Tolérance élevé (ex. > 30 %) : la mesure consomme une part trop grande de la tolérance ; risque de mauvaise décision (faux rejets/acceptations).
8) Erreurs fréquentes à éviter
- Pièces quasi identiques (PV trop faible) : l’étude “conclut” à un GRR trop élevé alors que le problème est l’échantillon.
- r = 1 (une seule répétition) : impossible d’estimer la répétabilité.
- Oublier la randomisation : effets de dérive confondus avec des effets opérateur.
- Confusion calibration vs MSA : une calibration atteste la justesse vis-à-vis d’une référence ; une MSA qualifie la variabilité d’usage. Les deux sont nécessaires.
- Instrument hors plage : saturation, butées, lecture sur mauvaise échelle.
- Résolution insuffisante : règle des 10:1 non respectée.
- Environnement non contrôlé : température, vibrations, contamination, dilatation des pièces.
9) Compléments utiles (suivant le cas)
- Biais & justesse : différence systématique entre la moyenne mesurée et la référence.
- Linéarité : biais variable selon la valeur mesurée (par ex. sur la plage de 0 à 50 mm).
- Stabilité : dérive du système dans le temps (jour/semaine/mois).
- Capabilité de mesure : combinaison de justesse et de précision pour décider si l’instrument est “apte à l’usage”.
10) Petite check-list opérationnelle
- Plan croisé défini (p, o, r) et pièces couvrant l’étendue réelle.
- Méthode standardisée (SOP avec photos/gestes/points de contact).
- Instrument réglé et calibré, résolution adaptée.
- Ordre des mesures randomisé et conditions contrôlées.
- ANOVA calculée (SS, df, MS, F, p).
- Interaction évaluée et logique conditionnelle appliquée (MS_Erreur vs MS_Interaction).
- %GRR, %Tolérance, ndc & % contributions analysés.
- Plan d’actions ciblant EV (technique) et/ou AV (méthode/formation).
- Re-MSA après actions pour confirmer l’amélioration.
Fichier Excel MSA – GRR (ANOVA + Xbar-R)
Une MSA – GRR (ANOVA) met en évidence où agir : instrument, méthode, opérateurs, environnement. Un %GRR faible et un ndc suffisant signifient que vos cartes de contrôle, capabilités et décisions produit reposeront sur une base solide. À l’inverse, un %GRR élevé vous invite à sécuriser la mesure avant de juger le procédé — c’est la meilleure garantie d’améliorations durables.
Vous disposez d’un classeur clé en main pour évaluer la Répétabilité/Reproductibilité (GRR) d’un système de mesure selon la méthode ANOVA. Une version inclut aussi des cartes Xbar-R. Tout est pré-rempli avec un jeu d’essai (10 pièces × 3 opérateurs × 2 répétitions) et totalement automatisé : vous remplacez les mesures et les résultats se mettent à jour.
Couleurs & lisibilité :
- Bandeau titre bleu nuit (#1F4E79), entêtes bleu clair (#D9E1F2 / #BDD7EE).
- Cartes KPI (%GRR, %Tolérance, ndc) avec mise en couleur conditionnelle (vert → rouge).
Structure des onglets
1) Plan
- Paramètres d’étude à renseigner :
p (pièces), o (opérateurs), r (essais), Tolérance (USL–LSL), Unité, Titre. - Mode d’emploi (résumé) : étapes essentielles et rappel des seuils d’interprétation.
- Petite liste d’opérateurs (A/B/C) pour uniformiser les libellés.
Ce que vous modifiez ici alimente automatiquement les calculs dans Résultats (ddl, tolérance, etc.).
2) Données
- Table de saisie prête à l’emploi : Pièce | Opérateur | Essai | Mesure.
- Colonnes d’aide :
Moy_Cellule (moyenne pièce×opérateur) et Résiduel² (écart² intra-cellule) calculées automatiquement. - Exemple pré-rempli (10×3×2) pour visualiser immédiatement les résultats.
Vous pouvez ajouter/supprimer des lignes, en gardant le plan croisé (chaque opérateur mesure chaque pièce r fois).
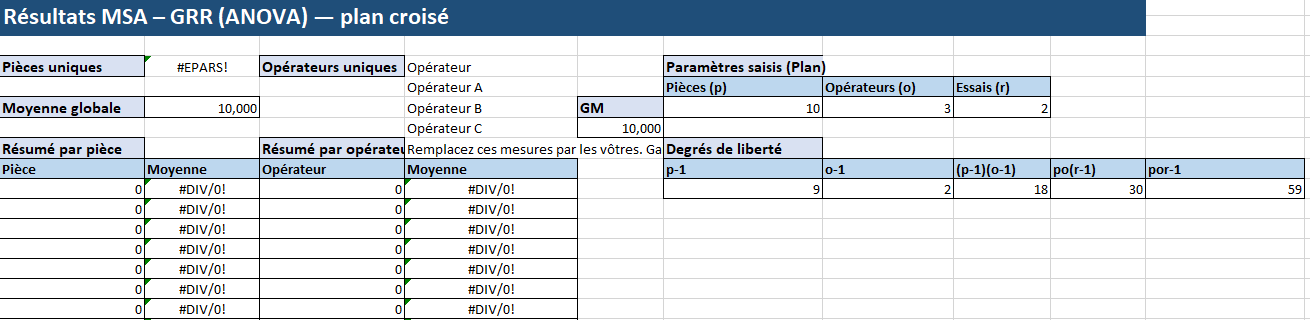
3) Résultats
- ANOVA complète :
SS, df, MS, F, p-valeur pour : Pièce, Opérateur, Interaction Pièce×Opérateur, Erreur (Répétabilité) et Total. - Logique “AIAG” conditionnelle :
si l’interaction est significative (p < 0,05), l’estimation de AV (reproductibilité) et PV (pièce-à-pièce) s’appuie sur MS_Interaction ; sinon sur MS_Erreur. - Composantes de variance & écarts-types : EV, AV, Interaction, GRR, PV, Total.
- KPI (cartes en grand) :
- %GRR (Study Var) = contribution du système de mesure à la variation totale,
- %Tolérance = 6×σGRR/Toleˊrance6×σ_{GRR} / \text{Tolérance},
- ndc = nombre de catégories distinctes (cible ≥ 5).
- % de contribution (en variance et en study-variation) pour EV, AV, Interaction, GRR, PV.
- Tableaux “Résumé par pièce/opérateur” pour repérer rapidement les moyennes et dérives.
4) Xbar-R (dans la version avec cartes)
- Cartes Xbar (moyennes) et R (étendues) par opérateur, sur les 10 pièces.
- Limites dynamiques via constantes A2, D3, D4 selon r (répétitions).
- Synthèse locale : X̄̄, R̄, LCL/CL/UCL pour chaque carte.
Ce qui est automatisé
- Tests statistiques : calculs F et p-valeurs.
- Logique d’estimation (avec/sans interaction) appliquée automatiquement.
- KPI & contributions recalculés dès que vous remplacez les mesures.
- Mises en forme (cartes KPI) pour lecture rapide du verdict.
Comment l’utiliser (en 3 gestes)
- Dans Plan, indiquez p, o, r, Tolérance, Unité et Titre.
- Dans Données, remplacez les valeurs d’exemple par vos mesures (gardez le plan croisé).
- Lisez Résultats :
- Interaction (p) → Oui/Non,
- %GRR et ndc,
- %Tolérance,
- Contributions (EV/AV/Int/PV) pour cibler vos actions.
Compatibilité & séparateurs
- Aucune macro : formules uniquement.
- Une variante Compat étendue est fournie (sans fonctions dynamiques) pour d’anciennes versions d’Excel.
- Si votre Excel utilise “;” au lieu de “,” dans les formules, remplacez simplement les virgules par des points-virgules.
Personnalisation (sur demande)
- Branding (logo/couleurs), page A4 imprimable, ajout d’une interprétation automatique (OK / marginal / à améliorer),
- Cas “bon système” vs “mauvais système” avec deux jeux de données comparatifs,
- Autres plans (pièces supplémentaires, opérateurs multiples, r≥3) ou cartes globales tous opérateurs.


Recommandés