ISO 3834 en pratique : du WPS au test de compétence soudeur – modèle Excel
La série ISO 3834 définit les exigences qualité pour le soudage par fusion. Elle ne se limite pas à « bien souder » : elle exige des procédures documentées, des qualifications et des enregistrements qui prouvent la maîtrise du procédé. Cœur du dispositif : le triptyque WPS / PQR / WPQ et, pour l’évaluation individuelle, un pWPS (WPS simplifié) dédié aux essais de compétence.
1) Les documents piliers
- WPS — Welding Procedure Specification (EN ISO 15609)
Mode opératoire détaillé qui décrit comment souder (matériaux, préparation, gaz, paramètres, positions, etc.). Il est la « recette » validée pour produire des soudures conformes. - PQR — Procedure Qualification Record (EN ISO 15614)
Dossier d’épreuve qui qualifie un WPS sur la base d’un coupon d’essai contrôlé (VT/PT/MT/UT/RT, traction, pliage, dureté, macro, etc.). Il démontre que la recette fonctionne. - WPQ — Qualification soudeur / opérateur (EN ISO 9606 / EN ISO 14732)
Atteste qu’un soudeur ou opérateur sait exécuter une soudure conforme à un WPS dans un domaine de validité (process, matériaux, épaisseurs/Ø, positions).
Pour ISO 3834, ces trois briques doivent être cohérentes, à jour et traçables.
2) Pourquoi un WPS simplifié (pWPS) pour tester la compétence ?
Dans la vie réelle, on doit souvent évaluer rapidement un soudeur (recrutement, reconduction, montée en compétence, changement de poste). Le pWPS est un formulaire condensé, lisible en atelier, qui reprend l’essentiel du WPS uniquement pour l’épreuve de compétence :
- Matériaux & assemblage (désignation, groupe ISO/TR 15608, type BW/FW, t/Ø, préparation).
- Procédé & consommables (code ISO 4063, gaz ISO 14175, métal d’apport, Ø, polarité).
- Paramètres clés (A/V/vitesse, préchauffage, interpass, technique).
- Contrôles & acceptation (ISO 5817 pour aciers / ISO 10042 pour aluminium, CND prévus).
- Exécution & résultat (identité soudeur, observateur, date, Pass/Fail).
Ce format réduit évite les ambiguïtés au poste de soudage et accélère l’évaluation sans diluer l’exigence.
3) Comment rédiger un pWPS clair et opérationnel
a) Cadrer le contexte
- Objet : « Essai de compétence individuelle ».
- Domaine : préciser procédé, matériau, épaisseur/Ø, position.
- Références : WPS/PQR de base si existants, niveaux d’acceptation (ISO 5817 B/C/D).
b) Décrire l’assemblage
- Groupe matière (ex. 1.2 pour S355), t (ex. 8 mm), type (BW), préparation (V 60°, jeu 2 mm, talon 1 mm).
- Position (ISO 6947 : PA/PB/…).
c) Paramétrer le procédé
- Procédé (ex. 135 MAG), gaz (ex. M21 Ar+CO₂), Ø fil (ex. 1.0 mm), polarité (DCEP).
- Racine : A/V/vitesse d’avance, technique (poussée/tirée), stick-out.
- Remplissage/Chapeau : A/V/vitesse, oscillation ou cordons droits.
- Températures : préchauffage (ex. 50–100 °C), interpass max (ex. 150 °C).
d) Contrôles & acceptation
- VT systématique sur le coupon (profil, absence de sous-coupe/morsures/porosités).
- CND selon criticité (PT/MT/UT/RT), avec critères ISO ciblés (p. ex. ISO 5817 niveau C en structure).
e) Traçabilité
- IDs (WPS, soudeur, observateur), date, machine, consommables (lot), mesures relevées (A/V/vitesse/Temp).
- Résultat (Pass/Fail) motivé + signature(s).
- Lien vers WPQ à créer/mettre à jour en cas de réussite.
4) Évaluer la compétence : une grille simple, objective et reproductible
Pour éviter la subjectivité, utilisez une checklist pondérée (Oui/Non/S.O.) avec un seuil de réussite (par ex. 80 %). Exemples de critères (10 pts chacun) :
- Préparation des bords conforme (coupe/chanfrein/jeu).
- Réglages machine conformes au pWPS.
- Stabilité du bain et tenue de la torche.
- Angles / stick-out conformes.
- Profil du cordon régulier (largeur/hauteur).
- Absence de défauts visibles (sous-coupes, morsures, projections excessives).
- Contrôle des températures (préheat/interpass).
- Paramètres consignés respectés (A/V/vitesse).
- Nettoyage entre passes.
- Conformité visuelle finale au niveau ISO visé.
Calcul : Oui = poids, S.O. = ½ poids, Non = 0. Total/Total max ≥ seuil ⇒ Réussite.
Ce score peut renseigner automatiquement la case « Résultat » du pWPS pour fluidifier le jugement.
5) Indicateurs & maîtrise documentaire (ISO 3834)
- Validité WPQ : statut Valide / Échu / Continuité à 6 mois.
- Taux de réussite PQR (Pass/Fail) et couverture procédés.
- Conformité WPS : nombre approuvés / en attente / rejetés.
- Échéances : étalonnage équipements, péremption consommables « baked ».
- Traçabilité : liens vers certificats matière, lots d’apport, rapports CND.
Des registres structurés (WPS/PQR/WPQ/NDE/consommables) et un tableau de bord simplifient l’audit ISO 3834 et le pilotage qualité.
6) Erreurs fréquentes à éviter
- Variables essentielles mal tenues (procédé/gaz/Ø/position changés sans requalification).
- Positions confondues (PB vs PC) ⇒ qualification hors domaine.
- Niveaux ISO non précisés (B/C/D), rendant l’acceptation floue.
- Températures ignorées (préheat/interpass), source de défauts métallurgiques.
- Absence de traçabilité (lots, paramètres réels non relevés).
- CND insuffisant vs criticité.
7) Mini-cas : MAG 135 sur S355 (t = 8 mm, niveau C)
- Matière : EN 10025-2 S355 (groupe 1.2), BW en PA.
- Préparation : V 60°, jeu 2 mm, talon 1 mm.
- Procédé : 135, gaz M21, fil G3Si1 Ø 1.0 mm, DCEP.
- Paramètres (indicatifs) :
- Racine : 160 A / 21 V / 300 mm/min.
- Remplissage : 180 A / 22 V / 320 mm/min.
- Préheat : 75 °C, interpass ≤ 150 °C.
- Contrôles : VT conforme ISO 5817 C.
- Score ≥ 80 % ⇒ Réussite et émission d’un WPQ (domaine conforme).
Modèle complet ISO 3834 – Soudage — Checklist WPS/PQR/WPQ (Excel)
1) Objectif du classeur
Unifier, sous un seul fichier, la maîtrise documentaire exigée par ISO 3834 :
- WPS (mode opératoire de soudage)
- PQR (épreuve de qualification de mode opératoire)
- WPQ (qualification soudeur/opérateur)
…avec le plan CND, le suivi consommables/équipements, une checklist d’audit ISO 3834 et un dashboard de pilotage.
Remarque : les formules Excel sont en anglais (compatibilité internationale), mais tous les intitulés peuvent être adaptés.
2) Structure des onglets (vue d’ensemble)
A) Lists (sources des menus déroulants)
Banque de listes éditables utilisée par tout le classeur :
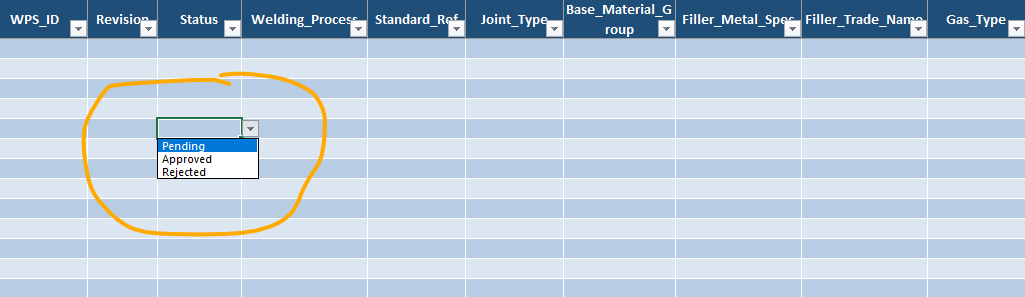
- Status (Pending/Approved/Rejected), Boolean (Yes/No/N/A)
- Weld_Processes (procédés ISO 4063 : 111, 135, 136, 138, 121, 122, etc.)
- Positions (ISO 6947 : PA, PB, PC, PF, PG, 5G, 6G…)
- Gases (ISO 14175 : I1, C1, M21, M20, M12…)
- Acceptance (niveaux ISO 5817/10042 : B/C/D)
- NDE (VT, PT, MT, UT, RT + combinaisons)
- Joint_Types (BW, FW, SW, Tee, Corner, Lap…)
- Material_Groups (ISO/TR 15608 : 1.1, 1.2, 2, 3, 4, 5, 6, 8, 10, 11, 12)
- Overall_Result (Pass/Fail/Pending), Priority, Clauses (thèmes ISO 3834)
Toutes ces listes alimentent les listes déroulantes des autres feuilles (saisie assistée).
B) WPS_Register (registre des WPS – EN ISO 15609)
But : enregistrer chaque WPS, ses variables essentielles et son statut.
Colonnes clés (extrait) :
- WPS_ID, Revision, Status (liste déroulante)
- Welding_Process, Standard_Ref
- Joint_Type, Base_Material_Group
- Filler_Metal_Spec / Trade_Name, Gas_Type
- Preheat_Min_C, Interpass_Max_C, Heat_Input_Min/Max
- Position, Thickness_Range_Min/Max, Diameter_Range_Min/Max
- PWHT + Temp/Time, Electrical_Polarity, Travel_Speed, Current, Voltage, Backing, Shielding_Flow
- NDE_Required, Acceptance_Class
- PQR_Ref, Qualified_By, Qualification_Date, Notes, Attachments_Link (URL vers PDF)
Aides intégrées :
- Listes déroulantes (process, positions, gaz, niveaux, etc.)
- Mise en forme conditionnelle sur Status (vert/jaune/rouge)
- Tableau formaté (filtres automatiques)
C) PQR_Register (registre des PQR – EN ISO 15614)
But : tracer les épreuves de qualification qui soutiennent les WPS.
Colonnes clés :
- PQR_ID, WPS_Ref, Status
- Tested_Process, Joint_Type
- Base_Material_Group_1/2, Filler_Metal, Gas_Type
- Thickness_Tested_mm, Diameter_Tested_mm
- Preheat_C, Interpass_C, Heat_Input_kJ_mm
- PWHT (+ Temp/Time)
- Welder_ID, Lab_Name, Test_Date
- Résultats d’essais : Tensile, Bend, Impact, Hardness, Macro, NDE_Result
- Overall_Result (Pass/Fail)
- Domaines qualifiés : Qualified_Thickness_Min/Max, Qualified_Diameter_Min/Max, Positions_Qualified
- Notes, Attachments_Link
Aides : listes déroulantes (status, procédés, NDE, résultat).
D) WPQ_Register (qualifications soudeur/opérateur – EN ISO 9606 / 14732)
But : suivre la validité et le domaine des qualifications individuelles.
Colonnes clés :
- WPQ_ID, Welder_ID, Welder_Name, Process, WPS_Ref, Material_Group
- Thickness/Diameter_Range_Min/Max, Positions, Joint_Type
- Test_Date, Expiry_Date (calculée = Test_Date + 36 mois)
- Last_6m_Continuity (date de continuité)
- Status(formule) :
- Valid (si non expirée et continuité ≤ 6 mois)
- Expired (si Expiry_Date < Today)
- Continuity due (rappel si > 6 mois sans enregistrement)
Aides :
- Mises en forme conditionnelles sur Status (vert/rouge/jaune)
- Tableau avec filtres
- Listes déroulantes (procédé, positions, groupe matière)
E) NDE_Inspection_Plan (plan de CND)
But : planifier et tracer les contrôles non destructifs.
Colonnes : Line_ID, Joint_ID, WPS_Ref, NDE_Method (liste), Extent_%, Inspector, Date, Result, Standard, Notes.
F) Consumables_Equipment (apports & équipements)
But : planifier et tracer les contrôles non destructifs.
Colonnes : Line_ID, Joint_ID, WPS_Ref, NDE_Method (liste), Extent_%, Inspector, Date, Result, Standard, Notes.
Deux sections dans la même feuille :
- Consumables (filler/flux)
- Filler_ID, Spec, Batch, Heat, Received_Date
- Baking_Temp/Time, Holding_Temp/Time, Dry_Run_Expiry, Status, Notes
→ Suivi « cuisson/stockage » des électrodes/fil/flux.
- Equipment Register
- Equipment_ID, Type, Make/Model, Serial, Calibration_Due, Status, Notes
→ Échéances d’étalonnage pour audit/rappel.
- Equipment_ID, Type, Make/Model, Serial, Calibration_Due, Status, Notes
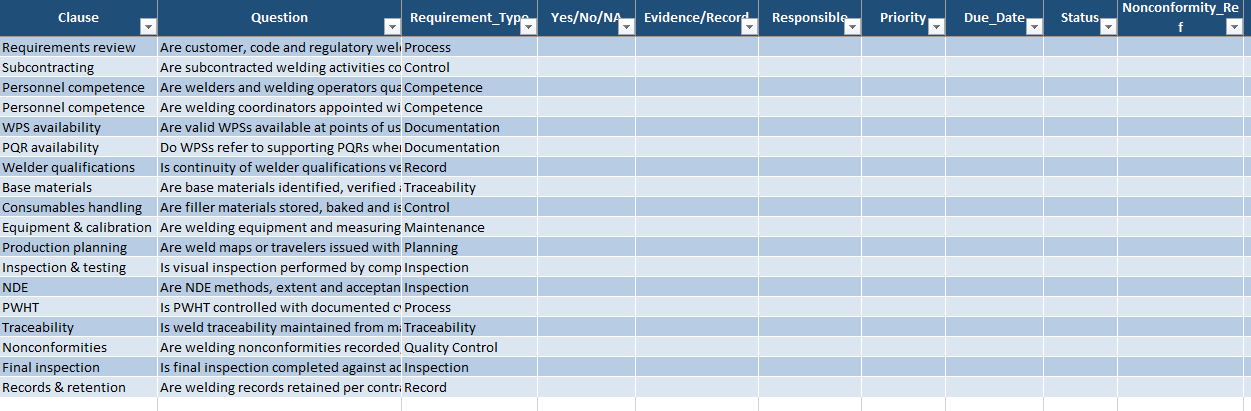
G) Audit_Checklist_ISO3834 (checklist d’audit interne)
But : vérifier les exigences ISO 3834, consigner les preuves et prioriser les actions.
Colonnes : Clause, Question, Requirement_Type, Yes/No/NA (liste), Evidence/Record, Responsible, Priority (liste), Due_Date, Status, Nonconformity_Ref, Comments.
Pré-rempli avec ~17 questions couvrant : revue des exigences, sous-traitance, compétences, WPS/PQR, traçabilité, CND, PWHT, non-conformités, inspection finale, conservation des enregistrements…
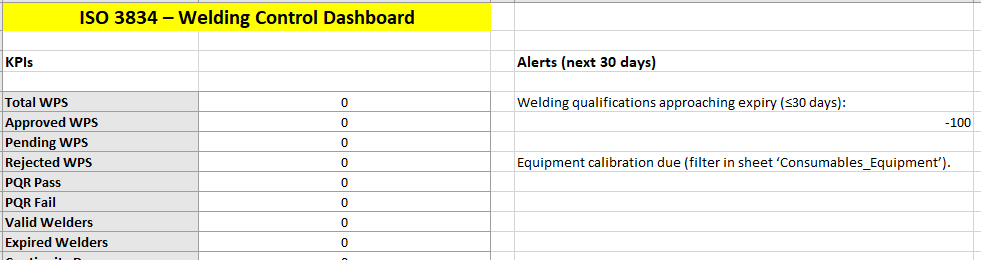
H) Dashboard (KPI & alertes)
But : donner une vue immédiate de l’état soudage.
Indicateurs calculés :
- Total WPS / Approved/Pending/Rejected
- PQR Pass/Fail
- Valid/Expired/Continuity due (WPQ)
- Alertes 30 jours : nombre de WPQ arrivant à échéance (=COUNTIF avec TODAY()+30)
(Texte d’aide pour le calibrage des équipements via l’onglet dédié)
I) mode d’emploi
Rappelle l’usage de chaque onglet, l’ordre de remplissage, et les notions clés (références normes, champs à lier, usage des colonnes Attachments_Link pour vos PDF).
3) Points forts du modèle
- Normalisation de la saisie via listes déroulantes cohérentes (process, positions, gaz, niveaux d’acceptation, CND…).
- Visuels de statut (WPS/WPQ) pour un coup d’œil vert/jaune/rouge.
- Calculs automatiques (validité WPQ à 36 mois, rappel continuité 6 mois, KPI).
- Traçabilité complète (liens documents, lots consommables, CND, PQR support, preuves d’audit).
- Prêt pour audit ISO 3834 : registre, preuves, actions et suivi des priorités.
4) Guide d’utilisation (rapide)
- Personnaliser “Lists” (procédés, gaz, niveaux, etc.).
- Saisir/Importer WPS (onglet WPS_Register) → lier à PQR si existant.
- Renseigner PQR (onglet PQR_Register) → résultats d’essais & domaines qualifiés.
- Créer/Suivre WPQ (onglet WPQ_Register) → la validité se calcule.
- Planifier CND (onglet NDE_Inspection_Plan) et suivre consommables/étalonnages.
- Auditer (onglet Audit_Checklist_ISO3834) → preuves, priorités, échéances.
- Piloter via Dashboard (vérifier KPIs et alertes).
But : planifier et tracer les contrôles non destructifs.
Colonnes : Line_ID, Joint_ID, WPS_Ref, NDE_Method (liste), Extent_%, Inspector, Date, Result, Standard, Notes.

WPS_Simplifie_Test_Competence_FR.xlsx

Objectif
Un pWPS (WPS simplifié) 100% en français, prêt à imprimer, pour tester la compétence individuelle d’un soudeur sur un cas précis (procédé, matériau, épaisseur/Ø, position).
Feuilles et contenu
- pWPS_Simplifié_FR : le formulaire principal à remplir (étiquettes à gauche, saisie en B/D/F).
- Champs obligatoires en jaune ; surbrillance rouge si vides.
- Listes déroulantes (procédé ISO 4063, positions ISO 6947, gaz ISO 14175, type d’assemblage BW/FW, groupe matière ISO/TR 15608, CND, niveaux ISO 5817/10042, PWHT Oui/Non).
- Infobulles/Commentaires d’aide (préheat, interpass, énergie linéique, etc.).
- Évaluation : grille Oui/Non/S.O. avec poids par critère, score automatique et seuil 80% → calcule “Réussite/Échec” et renseigne le champ Résultat du pWPS.
- Exemple_Remplie : exemple prêt à l’emploi (MAG 135 sur S355, t = 8 mm) pour te guider.
- Listes : sources des menus déroulants (Procédés, Positions, Gaz, Groupes, CND, Niveaux, Oui/Non, Ø).
- Guide_Rapide : mode d’emploi (remplissage, utilisation de l’évaluation, pièces de preuve à conserver).
Références intégrées
ISO 4063, ISO/TR 15608, ISO 14175, ISO 6947, ISO 5817 / ISO 10042.
La mise en application de la norme ISO 3834 nécessite une documentation précise des procédures (WPS), une validation rigoureuse des résultats (PQR) et une évaluation certifiée des compétences des équipes (WPQ) – tout en rendant ce système opérationnel au quotidien dans les ateliers. L’outil pWPS joue le rôle d’intermédiaire : simple d’utilisation, axé sur le terrain, conforme aux standards, et assorti d’une évaluation objective. En contrôlant scrupuleusement les registres et quelques indicateurs clés de performance, vous garantissez la conformité, réduisez les non-conformités et accélérez les prises de décision (recrutement, affectation, reconduction de contrat).