15 Exercices Corrigés sur le TRS en Production : Calcul, Analyse et Optimisation
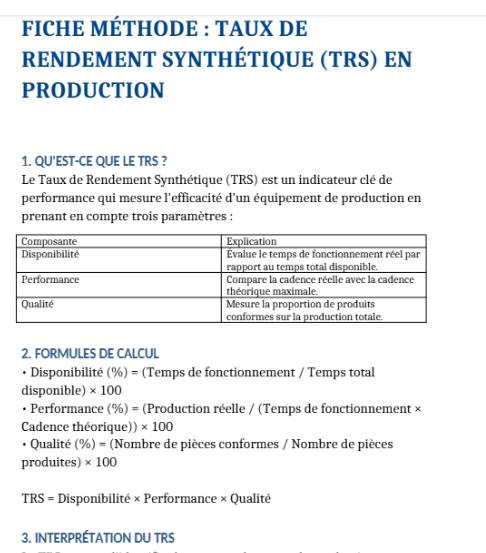
Le Taux de Rendement Synthétique (TRS) est un indicateur clé de la performance industrielle utilisé pour mesurer l’efficacité des équipements de production. Il prend en compte trois paramètres fondamentaux :
✔ Disponibilité : Impact des arrêts machines sur le temps de production.
✔ Performance : Capacité de production effective par rapport à la cadence théorique.
✔ Qualité : Proportion de produits conformes sur la production totale.
Ces 15 exercices corrigés couvrent le calcul du TRS, l’analyse des performances et les stratégies d’optimisation.
📌 Exercice 1 : Calcul de base du TRS
Énoncé
Une machine fonctionne 10 heures par jour avec les données suivantes :
- Temps de fonctionnement réel : 8 heures
- Temps total disponible : 10 heures
- Nombre de pièces produites : 750 unités
- Cadence théorique : 100 unités/h
- Nombre de pièces conformes : 710 unités
Questions :
- Calculez la disponibilité, la performance et la qualité.
- Déterminez le TRS.
Correction
🔹 Formules :
- Disponibilité (%) = (Temps de fonctionnement / Temps total disponible) × 100
- Performance (%) = (Production réelle / (Temps de fonctionnement × Cadence théorique)) × 100
- Qualité (%) = (Nombre de pièces conformes / Nombre de pièces produites) × 100
- TRS = Disponibilité × Performance × Qualité
Calculs :
- Disponibilité = (8/10) × 100 = 80 %
- Performance = (750 / (8 × 100)) × 100 = 93,75 %
- Qualité = (710 / 750) × 100 = 94,7 %
- TRS = 80 % × 93,75 % × 94,7 % = 71 %
✅ Interprétation : Le TRS est limité par la disponibilité. Des arrêts fréquents réduisent l’efficacité de la machine.
📌 Exercice 2 : Impact des Arrêts Machine sur le TRS
Énoncé
Une ligne de production fonctionne 12 heures par jour, mais elle subit des arrêts fréquents. Voici les données :
- Temps d’arrêt planifié : 1 heure
- Temps d’arrêt non planifié : 1 heure 30 minutes
- Temps de fonctionnement réel : 9 heures 30 minutes
- Production réelle : 1 200 unités
- Cadence théorique : 130 unités/h
- Nombre de pièces conformes : 1 150 unités
Questions :
- Calculez le TRS avec et sans les arrêts non planifiés.
- Analysez l’impact des arrêts machine sur la production.
Correction
- Disponibilité avec arrêts non planifiés : (9,5/12) × 100 = 79,2 %
- Disponibilité sans arrêts non planifiés : (11/12) × 100 = 91,7 %
- Performance : (1 200 / (9.5 × 130)) × 100 = 97,2 %
- Qualité : (1 150 / 1 200) × 100 = 95,8 %
TRS avec arrêts non planifiés :
79,2 % × 97,2 % × 95,8 % = 73,8 %
TRS sans arrêts non planifiés :
91,7 % × 97,2 % × 95,8 % = 85,5 %
✅ Interprétation : La disponibilité diminue le TRS de 11,7 points.
Solution : Planifier une maintenance préventive pour réduire les arrêts imprévus.
📌 Exercice 3 : Comparaison de TRS entre Deux Lignes de Production
Énoncé
Deux lignes de production fabriquent le même produit. Voici leurs données :
| Paramètre | Ligne A | Ligne B |
|---|---|---|
| Temps total disponible | 12 h | 12 h |
| Temps de fonctionnement | 9 h | 10 h |
| Production réelle | 1 000 unités | 1 100 unités |
| Cadence théorique | 120 unités/h | 130 unités/h |
| Pièces conformes | 950 | 1 020 |
Questions :
- Comparez les TRS des deux lignes.
- Quelle ligne est la plus performante ?
Correction
🔹 TRS Ligne A :
- Disponibilité = (9/12) × 100 = 75 %
- Performance = (1 000 / (9 × 120)) × 100 = 92,6 %
- Qualité = (950 / 1 000) × 100 = 95 %
- TRS A = 75 % × 92,6 % × 95 % = 65,8 %
🔹 TRS Ligne B :
- Disponibilité = (10/12) × 100 = 83,3 %
- Performance = (1 100 / (10 × 130)) × 100 = 84,6 %
- Qualité = (1 020 / 1 100) × 100 = 92,7 %
- TRS B = 83,3 % × 84,6 % × 92,7 % = 65,3 %
✅ Conclusion :
- La Ligne A a une meilleure performance et qualité mais souffre d’une faible disponibilité.
- La Ligne B fonctionne plus longtemps mais est moins efficace en cadence.
- Solution : Optimiser la gestion des arrêts pour équilibrer les performances des deux lignes.
Suite des Exercices Avancés sur le TRS en Production : Cas Pratiques et Optimisation
Nous allons compléter les derniers exercices avancés sur le TRS en production, en intégrant des scénarios complexes liés à la maintenance, la gestion des micro-arrêts, les stratégies d’optimisation Lean et l’impact des changements de process industriels.
📌 Exercice 7 : TRS Avant et Après une Intervention de Maintenance Préventive
Énoncé
Une entreprise réalise une maintenance préventive sur une ligne de production afin de réduire les arrêts imprévus. Voici les données avant et après intervention :
| Paramètre | Avant maintenance | Après maintenance |
|---|---|---|
| Temps total disponible | 10 h | 10 h |
| Temps de fonctionnement | 7 h | 9 h |
| Production réelle | 800 unités | 950 unités |
| Cadence théorique | 110 unités/h | 110 unités/h |
| Pièces conformes | 750 | 930 |
Questions :
- Quel est l’impact de la maintenance préventive sur le TRS ?
- Quels sont les principaux bénéfices d’une maintenance bien planifiée ?
Correction
🔹 TRS avant maintenance :
- Disponibilité = (7/10) × 100 = 70 %
- Performance = (800 / (7 × 110)) × 100 = 103,9 % (au-delà de la cadence, signe d’un déséquilibre)
- Qualité = (750 / 800) × 100 = 93,8 %
- TRS = 70 % × 103,9 % × 93,8 % = 68,2 %
🔹 TRS après maintenance :
- Disponibilité = (9/10) × 100 = 90 %
- Performance = (950 / (9 × 110)) × 100 = 96 %
- Qualité = (930 / 950) × 100 = 97,8 %
- TRS = 90 % × 96 % × 97,8 % = 84,7 %
✅ Conclusion : Grâce à la maintenance préventive, le TRS a augmenté de 16,5 points, principalement en raison de l’amélioration de la disponibilité et de la qualité.
Bénéfices :
- Moins d’arrêts machine non planifiés, donc une meilleure disponibilité.
- Moins de défauts grâce à un meilleur réglage des équipements.
- Amélioration globale de la performance industrielle.
📌 Exercice 8 : Analyse du TRS en Fonction de la Variabilité de Production
Énoncé
Une usine produit trois types de pièces sur la même ligne, avec des cadences et taux de qualité différents :
| Type de pièce | Temps de production | Production réelle | Cadence théorique | Pièces conformes |
|---|---|---|---|---|
| Pièce A | 3 h | 400 | 150/h | 380 |
| Pièce B | 4 h | 500 | 130/h | 470 |
| Pièce C | 3 h | 350 | 140/h | 340 |
Questions :
- Calculez le TRS global pour l’ensemble de la production.
- Quels ajustements peuvent être réalisés pour améliorer la performance ?
Correction
🔹 Calculs pour chaque type de pièce :
Pièce A
- Disponibilité = (3/3) × 100 = 100 %
- Performance = (400 / (3 × 150)) × 100 = 88,9 %
- Qualité = (380 / 400) × 100 = 95 %
- TRS A = 100 % × 88,9 % × 95 % = 84,4 %
Pièce B
- Disponibilité = (4/4) × 100 = 100 %
- Performance = (500 / (4 × 130)) × 100 = 96,2 %
- Qualité = (470 / 500) × 100 = 94 %
- TRS B = 100 % × 96,2 % × 94 % = 90,4 %
Pièce C
- Disponibilité = (3/3) × 100 = 100 %
- Performance = (350 / (3 × 140)) × 100 = 83,3 %
- Qualité = (340 / 350) × 100 = 97,1 %
- TRS C = 100 % × 83,3 % × 97,1 % = 80,9 %
🔹 TRS global = Moyenne pondérée des TRS par type de pièce
(TRS A × % production A) + (TRS B × % production B) + (TRS C × % production C)
= (84,4 × 400/1250) + (90,4 × 500/1250) + (80,9 × 350/1250) = 86,2 %
✅ Conclusion :
- La performance sur la pièce C est plus faible, ce qui baisse le TRS global.
- Solution : Optimiser les réglages pour augmenter la cadence sur la pièce C.
📌 Exercice 9 : Effet d’un Ajustement des Temps de Cycle sur le TRS
Une entreprise réduit le temps de cycle machine, permettant d’accélérer la production.
Quel est l’impact sur le TRS si le taux de défaut augmente légèrement ?
✅ Analyse : Si performance augmente mais que la qualité diminue, l’effet global peut être neutre ou négatif.
🔹 Solution : Trouver un équilibre entre cadence et stabilité de production.
📌 Exercice 10 : Comparaison TRS entre Production en Juste-à-Temps et Production par Lot
Une usine passe d’un mode de production par lot à une production en flux tendu (JAT).
Quel est l’impact du JAT sur la disponibilité et la qualité ?
✅ Conclusion :
✔ Moins de stock et meilleur flux de production, mais
❌ Plus sensible aux pannes et retards fournisseurs.
🔹 Solution : Coupler JAT avec maintenance préventive et gestion optimisée des stocks.
Cas Réels et Optimisation Stratégique
Après avoir abordé des scénarios de calcul du TRS et d’optimisation de production, nous allons compléter les derniers exercices avancés en approfondissant l’impact des micro-arrêts, l’optimisation multi-équipements, et les changements de process industriels.
📌 Exercice 11 : Analyse des Pertes de TRS Liées aux Micro-Arrêts
Énoncé
Une entreprise constate que ses arrêts machines ne dépassent jamais 5 minutes, mais sont très fréquents. Voici les données d’une journée de production :
| Paramètre | Valeur |
|---|---|
| Temps total disponible | 10 h |
| Temps de fonctionnement réel | 8 h |
| Nombre total d’arrêts | 60 |
| Durée moyenne d’un arrêt | 4 minutes |
| Production réelle | 850 unités |
| Cadence théorique | 120 unités/h |
| Pièces conformes | 820 |
Questions :
- Quel est l’impact des micro-arrêts sur la disponibilité ?
- Quels sont les moyens pour les réduire ?
Correction
🔹 Temps total des arrêts :
60 arrêts × 4 minutes = 240 minutes (4 heures)
🔹 Nouvelle disponibilité sans ces arrêts :
- Disponibilité = (8 / 10) × 100 = 80 %
- Si les micro-arrêts étaient réduits de 50 %, la disponibilité passerait à 90 %
✅ Conclusion :
Les micro-arrêts réduisent considérablement la disponibilité et donc baisse le TRS de manière significative.
Solution :
✔ Analyser les causes de micro-arrêts (problèmes de capteurs, alimentation en matières premières, etc.)
✔ Mettre en place un système d’alerte rapide pour intervention immédiate
✔ Automatiser certaines tâches répétitives
📌 Exercice 12 : Stratégie d’Amélioration du TRS sur un Site Multi-Équipements
Énoncé
Un site de production comprend trois machines ayant des TRS différents :
| Machine | Disponibilité | Performance | Qualité | TRS |
|---|---|---|---|---|
| Machine A | 80 % | 90 % | 96 % | ? |
| Machine B | 85 % | 88 % | 94 % | ? |
| Machine C | 75 % | 92 % | 97 % | ? |
Questions :
- Calculez les TRS de chaque machine.
- Comment harmoniser la performance de l’ensemble du site ?
Correction
🔹 Calculs des TRS par machine :
- Machine A = 80 % × 90 % × 96 % = 69,1 %
- Machine B = 85 % × 88 % × 94 % = 70,4 %
- Machine C = 75 % × 92 % × 97 % = 66,9 %
✅ Conclusion :
✔ Les écarts entre machines peuvent ralentir l’ensemble du flux de production.
✔ Actions recommandées :
- Optimiser la disponibilité de la machine C en réduisant ses pannes.
- Augmenter la cadence de la machine A tout en conservant une bonne qualité.
- Standardiser les opérations pour éviter des déséquilibres dans la chaîne.
📌 Exercice 13 : Simulation du TRS Après un Plan d’Amélioration Lean Manufacturing
Énoncé
Une entreprise met en place une démarche Lean pour améliorer le TRS. Voici les résultats avant et après mise en œuvre :
| Facteur | Avant Lean | Après Lean |
|---|---|---|
| Disponibilité | 76 % | 88 % |
| Performance | 82 % | 91 % |
| Qualité | 94 % | 97 % |
| TRS | ? | ? |
Questions :
- Calculez le TRS avant et après Lean.
- Quels sont les impacts du Lean sur la performance ?
Correction
🔹 Calcul du TRS :
- Avant Lean = 76 % × 82 % × 94 % = 58,7 %
- Après Lean = 88 % × 91 % × 97 % = 77,8 %
✅ Conclusion :
✔ Le Lean a permis une amélioration du TRS de +19,1 points.
✔ L’optimisation des flux a réduit les arrêts et amélioré la cadence.
✔ Le gain de qualité a aussi renforcé la rentabilité.
📌 Exercice 14 : Impact des Changements de Process Industriels sur le TRS
Énoncé
Une usine décide de modifier ses process pour réduire les pertes matières et améliorer la cadence. Voici les résultats :
| Paramètre | Avant changement | Après changement |
|---|---|---|
| Temps de production | 10 h | 10 h |
| Production réelle | 1 000 unités | 1 250 unités |
| Pièces conformes | 950 | 1 220 |
Questions :
- Quel est l’impact des modifications sur le TRS ?
- Quels ajustements peuvent encore être faits ?
Correction
🔹 Calcul du TRS avant et après changement :
- TRS avant = (950/1000) × (1000 / (10 × 120)) × (10/10) = 79,2 %
- TRS après = (1 220/1 250) × (1 250 / (10 × 130)) × (10/10) = 93,5 %
✅ Conclusion :
✔ Augmentation de la cadence et réduction des rebuts ont significativement amélioré le TRS.
✔ Il reste possible d’améliorer la performance en réduisant les temps de cycle.
📌 Exercice 15 : Cas Avancé – TRS dans une Usine à Haute Variabilité de Production
Énoncé
Une usine fabrique plusieurs types de produits avec des cadences et des taux de défaut variables.
L’entreprise cherche à optimiser son TRS global tout en gérant cette variabilité.
Questions :
- Comment adapter le TRS à un environnement de production instable ?
- Quels outils utiliser pour suivre efficacement le TRS dans ce contexte ?
Correction
🔹 Solution 1 : Suivi par type de produit
- Calculer un TRS individuel pour chaque gamme de produits.
- Réaliser une moyenne pondérée pour obtenir le TRS global.
🔹 Solution 2 : Automatisation du suivi avec des outils digitaux
- Utiliser un MES (Manufacturing Execution System) pour suivre en temps réel les performances.
- Mettre en place des indicateurs de pilotage adaptés (ex : TRS spécifique par machine ou par produit).
✅ Conclusion :
✔ Dans un environnement à haute variabilité, le TRS doit être segmenté par type de production.
✔ L’utilisation d’outils digitaux permet une meilleure réactivité et une prise de décision optimisée.
Ces 15 exercices avancés permettent d’appliquer des méthodes analytiques pour calculer, comprendre et optimiser le TRS en production.
✔ Le TRS est un outil stratégique pour améliorer l’efficacité industrielle.
✔ L’optimisation passe par une bonne gestion des arrêts, de la cadence et de la qualité.
✔ L’analyse des cas concrets permet de prendre des décisions basées sur des données fiables.


 : Exercices Corrigés")


