10 Exercices Avancés Corrigés en Gestion Industrielle / 4 Études de Cas en Gestion de Production
La gestion industrielle est un domaine clé pour assurer l’efficacité des processus de production, la réduction des coûts et l’amélioration des performances. Ces 10 exercices avancés vous permettront de mettre en application des concepts essentiels en gestion des opérations, en planification de la production et en analyse des coûts industriels.
Exercices Avancés Corrigés en Gestion Industrielle avec Explications
Ces exercices avancés illustrent les méthodes permettant d’optimiser la gestion industrielle grâce à des calculs rigoureux et des approches analytiques performantes.
✅ L’objectif final : Maximiser la rentabilité, minimiser les pertes et garantir l’efficacité de la chaîne de production.
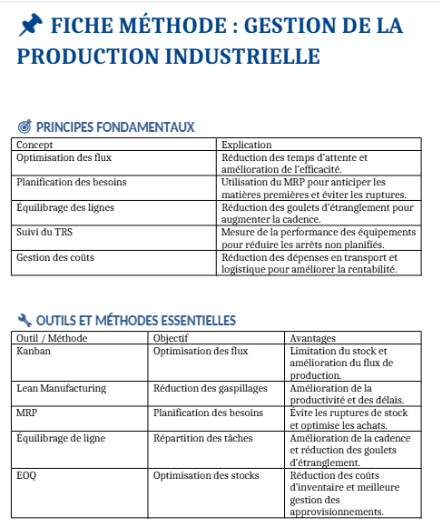
📌 Exercice 1 : Calcul du Taux de Rendement Global (TRG)
Énoncé :
Une entreprise de fabrication possède une machine qui fonctionne 8 heures par jour. Voici les données enregistrées pour une journée :
- Temps de fonctionnement réel : 6 heures
- Temps d’arrêt pour maintenance : 1 heure
- Temps d’arrêt pour changement d’outillage : 30 minutes
- Temps de production réelle des pièces conformes : 5 heures 30 minutes
✅ Questions :
- Calculez le taux de rendement synthétique (TRS) de cette machine.
- Interprétez les résultats et proposez des solutions pour améliorer la performance.
📌 Correction :
🔹 Formule du Taux de Rendement Global (TRG) :
TRG = (Temps productif / Temps total disponible) × 100
🔹 Formule du TRS :
TRS = (Production réelle / Temps disponible) × 100
- TRG = (6 heures / 8 heures) × 100 = 75 %
- TRS = (5,5 heures / 8 heures) × 100 = 68,75 %
📝 Commentaires :
👉 Un TRS inférieur à 80 % indique une inefficacité du processus de production. Ici, les arrêts pour maintenance et les changements d’outillage réduisent le rendement global.
✅ Solutions : Réduction des temps de changement d’outillage, maintenance préventive pour éviter les pannes imprévues.
📌 Exercice 2 : Planification de la Capacité de Production
Énoncé :
Une entreprise doit produire 10 000 unités d’un produit sur un mois (20 jours ouvrés).
- La capacité de production d’une ligne est de 600 unités par jour.
- Une seconde ligne peut être activée, produisant 300 unités par jour.
✅ Questions :
- La capacité actuelle est-elle suffisante pour atteindre l’objectif ?
- Faut-il activer la deuxième ligne ?
📌 Correction :
- Capacité actuelle = 600 × 20 = 12 000 unités
- Objectif = 10 000 unités
- Conclusion : La capacité actuelle est suffisante ✅
- Si des imprévus surviennent (pannes, défauts), la seconde ligne pourrait être utilisée en renfort.
📝 Commentaires :
👉 Une bonne planification de la capacité permet d’anticiper les délais de livraison et d’optimiser les ressources de production.
✅ Conseil : Toujours prévoir une marge de sécurité en cas d’aléas industriels.
📌 Exercice 3 : Coût de Revient et Calcul du Point Mort
Énoncé :
Une entreprise produit un bien avec les coûts suivants :
- Coût variable par unité : 20 €
- Coût fixe total mensuel : 50 000 €
- Prix de vente par unité : 50 €
✅ Questions :
- Calculez le seuil de rentabilité (point mort).
- Combien d’unités doivent être vendues pour atteindre ce seuil ?
📌 Correction :
🔹 Formule du Seuil de Rentabilité (SR) :
SR = Coûts fixes / (Prix de vente – Coût variable unitaire)
- SR = 50 000 / (50 – 20) = 1 667 unités
📝 Commentaires :
👉 Le seuil de rentabilité est le minimum de ventes nécessaires pour couvrir tous les coûts.
✅ Stratégie : Réduire les coûts variables ou augmenter le prix de vente pour atteindre le seuil plus rapidement.
📌 Exercice 4 : Calcul du Taux de Rebut
Énoncé :
Une entreprise fabrique 5 000 pièces par jour. Après contrôle qualité, 300 pièces sont rejetées.
✅ Questions :
- Calculez le taux de rebut.
- Analysez l’impact sur le coût de production.
📌 Correction :
🔹 Formule du Taux de Rebut :
Taux de rebut = (Nombre de pièces défectueuses / Nombre total de pièces produites) × 100
- Taux de rebut = (300 / 5 000) × 100 = 6 %
📝 Commentaires :
👉 Un taux supérieur à 3 % indique une mauvaise maîtrise du processus de fabrication.
✅ Solution : Amélioration du contrôle qualité, réduction des erreurs humaines et des défauts machine.
📌 Exercice 5 : Gestion des Stocks (Modèle EOQ)
Énoncé :
Une entreprise consomme 12 000 unités d’un composant par an.
- Coût de commande : 100 €
- Coût de stockage unitaire : 2 €
✅ Question :
Calculez le lot économique de commande (EOQ).
📌 Correction :
🔹 Formule EOQ (Wilson) :
EOQ = √(2 × Demande annuelle × Coût de commande / Coût de stockage unitaire)
- EOQ = √(2 × 12 000 × 100 / 2) = 346 unités
📝 Commentaires :
👉 L’EOQ minimise les coûts de commande et de stockage.
✅ Conseil : Ajuster l’EOQ selon les variations de demande et de délais fournisseurs.
📌 Suite des Exercices Avancés Corrigés en Gestion Industrielle
Après avoir abordé des concepts essentiels tels que le taux de rendement, le coût de revient et la gestion des stocks, nous allons poursuivre avec 5 exercices avancés supplémentaires axés sur l’optimisation des flux, la gestion des capacités et la planification industrielle.
📌 Exercice 6 : Gestion des Flux de Production (Kanban et Lean Manufacturing)
Énoncé :
Une entreprise automobile veut optimiser son flux de production en réduisant le gaspillage. Elle souhaite mettre en place un système Kanban pour améliorer le réapprovisionnement et éviter la surproduction.
🔹 Données :
- La demande quotidienne pour une pièce = 500 unités
- Le temps de réapprovisionnement du fournisseur = 3 jours
- Le stock de sécurité recommandé = 20 % de la demande quotidienne
✅ Questions :
- Combien d’unités doivent être commandées dans chaque Kanban ?
- Quel est le nombre total de cartes Kanban nécessaires ?
📌 Correction :
🔹 Formule du Kanban :
Nombre de cartes Kanban = (Demande quotidienne × Temps de réapprovisionnement + Stock de sécurité) / Taille d’un Kanban
- Stock de sécurité = 20 % × 500 = 100 unités
- Besoin total pour 3 jours = 500 × 3 = 1 500 unités
- Stock total nécessaire = 1 500 + 100 = 1 600 unités
- Si chaque Kanban correspond à 200 unités, alors :
Nombre de Kanbans = 1 600 / 200 = 8 cartes Kanban
📝 Commentaires :
👉 Le Kanban réduit les stocks excédentaires et améliore le flux de production.
✅ Solution : Réajuster la taille du lot en fonction des variations de la demande.
📌 Exercice 7 : Planification des Besoins en Composants (MRP – Material Requirements Planning)
Énoncé :
Une entreprise fabrique un ordinateur portable composé de :
- 1 écran
- 2 batteries
- 1 clavier
Si l’entreprise doit produire 1 000 ordinateurs, combien de composants sont nécessaires ?
📌 Correction :
| Composant | Quantité requise par unité | Total pour 1 000 unités |
|---|---|---|
| Écran | 1 | 1 000 |
| Batterie | 2 | 2 000 |
| Clavier | 1 | 1 000 |
📝 Commentaires :
👉 Le MRP permet de planifier les achats de composants et d’éviter les ruptures de stock.
✅ Solution : Anticiper les délais fournisseurs et ajuster les commandes en conséquence.
📌 Exercice 8 : Équilibrage des Chaînes de Production
Énoncé :
Une entreprise de textile possède une chaîne de production où le temps de cycle de chaque poste est différent :
| Poste | Temps de cycle (secondes) |
|---|---|
| Coupe | 45 |
| Assemblage | 60 |
| Contrôle Qualité | 30 |
L’entreprise veut équilibrer la ligne pour minimiser les temps d’attente.
✅ Questions :
- Quel est le goulet d’étranglement ?
- Comment améliorer la cadence ?
📌 Correction :
- Le goulet d’étranglement est l’assemblage (60 sec), car c’est l’étape la plus lente.
- Solution : Ajouter un deuxième poste d’assemblage pour diviser le travail et accélérer la cadence.
📝 Commentaires :
👉 L’équilibrage des postes réduit le temps perdu et augmente la productivité.
✅ Stratégie : Identifier les goulets d’étranglement en utilisant le diagramme de Gantt.
📌 Exercice 9 : Analyse de la Capacité de Production et Identification des Goulets d’Étranglement
Énoncé :
Une usine a une capacité de 3 000 unités par mois, mais la demande actuelle est de 4 000 unités.
✅ Questions :
- Quelle est la surcharge de production ?
- Quelles sont les solutions possibles ?
📌 Correction :
- Capacité actuelle : 3 000 unités
- Demande : 4 000 unités
- Surcharge de 1 000 unités (33 % de dépassement)
📝 Commentaires :
👉 Solutions possibles :
✔️ Investir dans de nouvelles machines
✔️ Ajouter une équipe de travail supplémentaire
✔️ Sous-traiter une partie de la production
✅ Conclusion : Un suivi des capacités permet d’éviter des ruptures de stock et des retards de livraison.
📌 Exercice 10 : Optimisation des Coûts Logistiques et Transport
Énoncé :
Une entreprise expédie 1 000 colis par semaine et hésite entre deux transporteurs :
| Transporteur | Coût par colis | Délais de livraison |
|---|---|---|
| Transporteur A | 3 € | 48 heures |
| Transporteur B | 2,50 € | 72 heures |
✅ Questions :
- Quel est le coût hebdomadaire pour chaque transporteur ?
- Quel est le meilleur choix en tenant compte du coût et du délai ?
📌 Correction :
🔹 Coût hebdomadaire :
- Transporteur A : 1 000 × 3 = 3 000 €
- Transporteur B : 1 000 × 2,50 = 2 500 €
📝 Commentaires :
👉 Transporteur B est moins cher, mais a un délai plus long.
✅ Choix final : Si la rapidité est prioritaire, choisir A. Si le coût est plus important, choisir B.
Synthèse 😉
Ces exercices permettent de comprendre les défis de la gestion industrielle et d’appliquer des méthodes analytiques pour améliorer la performance opérationnelle.
✅ Principaux enseignements :
✔️ Optimiser les flux avec le Kanban et le MRP
✔️ Éviter les goulets d’étranglement pour améliorer la cadence
✔️ Gérer les stocks et la logistique pour réduire les coûts
📌 4 Études de Cas et Exercices Corrigés en Gestion de Production
La gestion de production est essentielle pour optimiser l’efficacité industrielle, la planification des ressources et la maîtrise des coûts. Voici 4 études de cas détaillées avec exercices corrigés, abordant des problématiques concrètes rencontrées dans les entreprises manufacturières.
📌 Étude de Cas 1 : Optimisation du Taux de Rendement Synthétique (TRS)
Contexte :
Une usine de fabrication de pièces automobiles souhaite améliorer son taux de rendement synthétique (TRS), qui mesure l’efficacité de son parc machine.
Données :
- Temps disponible par jour : 8 heures
- Temps d’arrêt (maintenance, pannes, réglages) : 1 heure
- Temps de production réelle : 6 heures
- Nombre de pièces conformes produites : 1 200 unités
- Cadence optimale théorique : 250 pièces/heure
Questions :
- Calculez le TRS de l’usine.
- Identifiez les principales causes de pertes.
- Proposez des solutions pour améliorer le TRS.
📌 Correction :
🔹 Formule du TRS :
TRS = Disponibilité × Performance × Qualité
- Disponibilité = (7 h / 8 h) × 100 = 87,5 %
- Performance = (6 h / 7 h) × 100 = 85,7 %
- Qualité = (1 200 / (6 h × 250)) × 100 = 80 %
🔹 Résultat final :
TRS = 87,5 % × 85,7 % × 80 % = 59,8 %
📝 Commentaires :
👉 Un TRS inférieur à 60 % est faible et montre des pertes importantes.
✅ Solutions :
✔️ Mettre en place une maintenance préventive pour réduire les arrêts machines.
✔️ Standardiser les réglages pour réduire le temps perdu.
✔️ Optimiser la formation des opérateurs pour éviter les erreurs de production.
📌 Étude de Cas 2 : Planification de la Production avec MRP (Material Requirements Planning)
Contexte :
Une entreprise fabrique des ordinateurs portables et doit planifier ses approvisionnements en composants en fonction de la demande.
Données :
Un ordinateur est composé de :
- 1 processeur
- 2 barrettes de RAM
- 1 disque dur
La demande prévue est de 1 000 ordinateurs.
Questions :
- Déterminez le besoin total en composants.
- Si le délai fournisseur est de 2 semaines, quand faut-il passer la commande ?
📌 Correction :
🔹 Besoin total en composants :
| Composant | Quantité par ordinateur | Total pour 1 000 unités |
|---|---|---|
| Processeur | 1 | 1 000 |
| RAM | 2 | 2 000 |
| Disque dur | 1 | 1 000 |
📌 Planification :
- Si la production commence le 1er octobre et prend 1 semaine,
- Et si le délai d’approvisionnement est de 2 semaines,
- Commande des composants à passer au plus tard le 15 septembre.
📝 Commentaires :
👉 Un bon MRP évite les ruptures de stock et réduit les coûts liés aux excédents.
✅ Solution : Automatiser la planification avec un logiciel ERP pour suivre les stocks en temps réel.
📌 Étude de Cas 3 : Équilibrage d’une Ligne de Production
Contexte :
Une usine de montage électronique souhaite réduire le temps d’attente entre les postes de travail afin d’améliorer la cadence.
Données :
Les opérations sur la ligne de production prennent les temps suivants :
| Poste | Temps (secondes) |
|---|---|
| Insertion des composants | 45 |
| Soudure | 60 |
| Test qualité | 30 |
✅ Questions :
- Quel est le goulet d’étranglement ?
- Quelle solution proposer pour équilibrer la ligne ?
📌 Correction :
🔹 Identification du goulet d’étranglement
- Poste le plus long : Soudure (60 sec)
- Les autres postes attendent après cette opération.
🔹 Solution d’équilibrage
- Ajouter un deuxième poste de soudure pour répartir la charge.
- Utiliser des robots de soudure pour réduire le temps.
- Réduire les temps d’attente en optimisant la logistique interne.
📝 Commentaires :
👉 L’équilibrage des postes améliore la cadence et réduit les goulots d’étranglement.
✅ Stratégie : Utiliser un diagramme de Gantt pour visualiser et optimiser la ligne.
📌 Étude de Cas 4 : Optimisation des Coûts de Transport et Logistique
Contexte :
Une entreprise expédie 5 000 colis par mois et souhaite optimiser ses coûts logistiques. Deux options s’offrent à elle :
| Transporteur | Coût par colis (€) | Délais de livraison |
|---|---|---|
| Transporteur A | 3,50 € | 24 heures |
| Transporteur B | 2,80 € | 48 heures |
✅ Questions :
- Comparez le coût total de transport des deux options.
- Si une livraison rapide est essentielle pour 40 % des commandes, quelle stratégie adopter ?
📌 Correction :
🔹 Comparaison des coûts :
- Transporteur A : 5 000 × 3,50 € = 17 500 €
- Transporteur B : 5 000 × 2,80 € = 14 000 €
🔹 Stratégie optimale :
- Pour 40 % des commandes urgentes → Transporteur A
- Pour 60 % des commandes normales → Transporteur B
Coût total optimisé :
- (2 000 × 3,50 €) + (3 000 × 2,80 €) = 15 400 €
👉 Économie réalisée : 2 100 € / mois ✅
📝 Commentaires :
👉 Optimiser la logistique réduit les coûts et améliore la satisfaction client.
✅ Solution : Mettre en place un système de gestion des expéditions en temps réel.
Synthèse 😉
Ces études de cas montrent comment optimiser la gestion de production grâce à des méthodes analytiques et des outils industriels :
✔️ Améliorer le TRS pour réduire les pertes
✔️ Planifier la production avec le MRP pour éviter les ruptures
✔️ Équilibrer une ligne de production pour maximiser l’efficacité
✔️ Optimiser les coûts logistiques pour augmenter la rentabilité