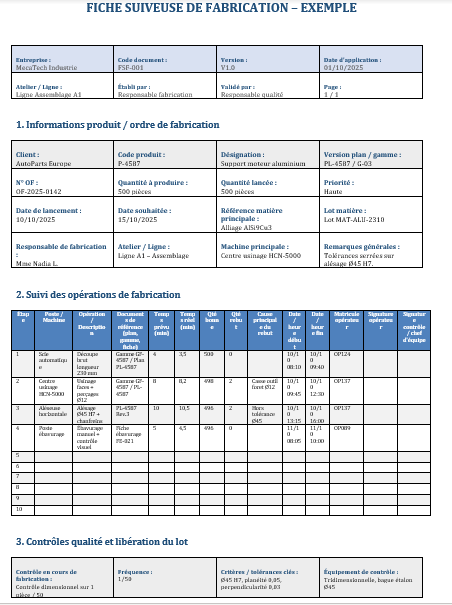
Fiche suiveuse de fabrication prête à imprimer + Exemple
Une pièce change de statut dès qu’elle quitte le bureau des méthodes pour entrer en atelier. À partir de ce moment, chaque minute, chaque opération, chaque incident compte. Si tout se passe bien, on ne s’en rend presque pas compte. Mais dès que survient un retard, un rebut inattendu ou un doute qualité, une question surgit : qu’est-il arrivé, où et quand ? La fiche suiveuse de fabrication est justement là pour éviter que ces questions restent sans réponse.
1. Qu’est-ce qu’une fiche suiveuse de fabrication ?
Avant d’être un document “administratif”, la fiche suiveuse est un outil de terrain. C’est une feuille (papier ou numérique) qui accompagne un ordre de fabrication (OF) tout au long de son parcours dans l’usine. Elle se déplace avec le lot, poste après poste, jusqu’à la fin de la fabrication et la libération du lot.
On peut la définir ainsi :
La fiche suiveuse de fabrication est le journal de bord de l’OF. Elle trace les opérations réalisées, les temps passés, les quantités bonnes et rebutées, les contrôles effectués et les décisions de libération du lot.
Après ce rappel général, il est utile de distinguer la fiche suiveuse d’autres documents proches :
L’ordre de fabrication donne le “quoi” et parfois le “combien” : produit, quantité, délais, références.
La gamme de fabrication décrit le “comment” : séquence d’opérations, machines, temps prévus.
La fiche suiveuse documente le “comment ça s’est réellement passé” : temps réels, écarts, incidents, contrôles, signatures.
2. Pourquoi mettre en place une fiche suiveuse ?
Dans beaucoup d’ateliers, la production tient encore sur des notes éparses, des souvenirs d’opérateurs ou des informations perdues dans un ERP mal alimenté. La fiche suiveuse structure tout cela et crée une preuve tangible de ce qui s’est passé.
On peut résumer ses apports autour de plusieurs axes complémentaires.
D’abord, la fiche suiveuse renforce la traçabilité. Elle fournit une trace claire :
du chemin parcouru par le lot dans l’atelier ;
des personnes qui sont intervenues (matricules, signatures) ;
des dates et heures de chaque étape de fabrication.
Ensuite, elle sécurise la communication entre les équipes. Une fiche bien remplie :
évite les malentendus entre équipes de poste ou équipes de nuit/jour ;
donne à la qualité et à la maintenance une vision précise des événements ;
clarifie les responsabilités en cas de dérive (qualité, délai, sécurité).
Enfin, elle alimente l’amélioration continue. Les données recueillies permettent :
de comparer temps prévus et temps réels ;
d’identifier les opérations générant le plus de rebuts ;
de cibler les postes où l’on perd le plus de temps ou de pièces.
3. Les grandes rubriques d’une fiche suiveuse moderne
Une fiche suiveuse efficace n’est pas un catalogue de cases sans logique. C’est une mise en scène de l’information pour que l’opérateur, le chef d’équipe, la qualité et parfois le client retrouvent facilement ce dont ils ont besoin.
On peut organiser la fiche autour de quatre blocs principaux, faciles à reconnaître visuellement (bandeaux de couleur, cadres, typographie différenciée).
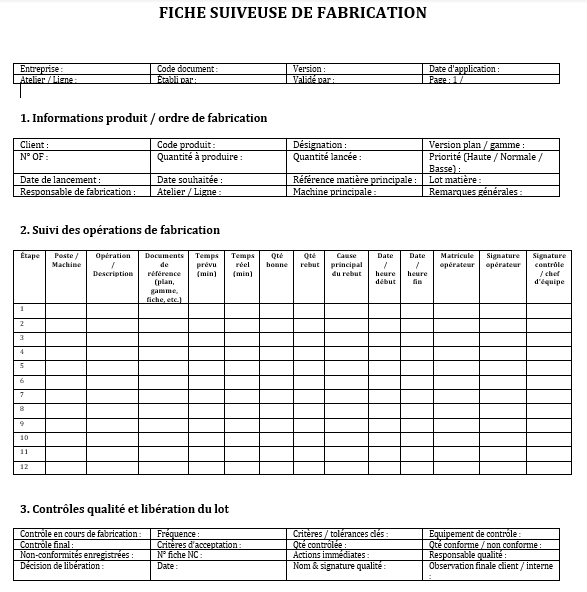
3.1. L’en-tête documentaire
Avant d’entrer dans le détail du lot, la fiche doit rappeler son statut de document maîtrisé. Cet en-tête, souvent discret mais essentiel, précise par exemple :
le nom de l’entreprise ;
le code du document (référence interne) ;
la version et la date d’application ;
l’atelier ou la ligne concernée ;
les noms “Établi par / Validé par” ;
le numéro de page.
Ce cartouche documentaire montre que la fiche n’est pas un bricolage ponctuel : c’est un formulaire officiel, intégré au système qualité.
3.2. Les informations produit / OF
Le deuxième bloc identifie clairement ce que l’on fabrique. Il permet de reconnecter la fiche au dossier technique et à la commande client. On y retrouve généralement :
le client, le code produit et la désignation ;
la version plan ou gamme en vigueur ;
le numéro d’OF et la quantité à produire/lancée ;
la priorité (haute, normale, basse) ;
les dates de lancement et souhaitée ;
la référence matière et le lot de matière utilisé ;
le responsable de fabrication, la ligne et la machine principale.
Ce bloc est souvent mis en relief par une légère couleur ou un encadré. L’objectif est simple : en un coup d’œil, l’opérateur sait de quel lot il s’agit et à quels documents de référence il doit se fier.
3.3. Le tableau de suivi des opérations
Le cœur de la fiche suiveuse est le tableau dans lequel chaque opération vécue par le lot est consignée. Ce tableau reprend, en version “terrain”, la logique de la gamme de fabrication, mais en y ajoutant les réalités du quotidien.
Selon le niveau de détail souhaité, on y retrouve notamment :
le numéro d’étape et le poste/machine ;
la description de l’opération ;
les documents de référence (plan, gamme, fiche poste) ;
le temps prévu et le temps réel ;
la quantité bonne et la quantité rebutée ;
la cause principale du rebut ou de l’écart ;
la date/heure de début et de fin ;
le matricule et la signature de l’opérateur ;
la signature du contrôle ou du chef d’équipe.
Ce tableau peut être rendu très lisible grâce à quelques choix graphiques : alternance de lignes légèrement grisées, en-têtes colorés, colonnes bien séparées, zones dédiées aux signatures. Le but n’est pas de “faire joli”, mais de rendre l’écriture et la relecture plus rapides.
3.4. Le bloc contrôles qualité et libération du lot
La fin du document est réservée à la validation du lot. Il ne s’agit plus uniquement de chronologie, mais de décision. Ce bloc regroupe des informations clés comme :
les contrôles en cours de fabrication (fréquence, critères, moyens) ;
le contrôle final (critères d’acceptation, quantités contrôlées) ;
les non-conformités éventuelles (N° de fiche NC, actions immédiates) ;
le nom du responsable qualité ;
la décision de libération, la date et la signature qualité ;
les éventuelles observations adressées au client ou en interne.
Ainsi, la fiche suiveuse devient un support de dialogue : elle atteste de la conformité du lot et raconte ce qu’il s’est passé si une dérive a été constatée puis maîtrisée.
Une bonne fiche ne vaut que si elle est correctement remplie. L’idée n’est pas d’ajouter du travail aux équipes, mais de structurer ce qu’elles font déjà.
On peut proposer une méthode simple, applicable dans la plupart des ateliers.
D’abord, il est essentiel de préparer la fiche avant de lancer le lot. On y renseigne :
les informations produit / OF (client, code, désignation, quantité) ;
les références aux documents (plans, gammes, fiches poste) ;
le responsable, la ligne, la machine principale.
Ensuite, à chaque changement de poste ou d’opération, l’opérateur :
identifie l’étape concernée dans le tableau ;
complète les champs utiles (temps réel, quantités bonnes/rebut, cause de rebut si besoin) ;
indique son matricule et signe, idéalement en fin d’opération.
Enfin, à la fin du flux, le service qualité ou le responsable désigné :
reprend la fiche ;
vérifie que toutes les étapes ont été renseignées ;
consigne les résultats des contrôles ;
prend et signe la décision de libération du lot.
Cette routine, répétée d’OF en OF, installe une discipline légère mais structurante : chacun sait quand prendre le stylo, quoi noter et où signer.
5. Bonnes pratiques d’utilisation sur le terrain
Une fiche suiveuse a peu de valeur si elle reste théorique ou si elle finit froissée dans une caisse. Il est utile d’énoncer quelques règles pratiques pour la rendre vivante.
La première bonne pratique consiste à lui donner un statut clair. La fiche doit être :
connue de tous (présentée aux équipes, intégrée aux modes opératoires) ;
retrouvable facilement (emplacement défini sur chaque poste) ;
protégée physiquement (pochette transparente, support rigide, code couleur).
La deuxième bonne pratique est de limiter les champs superflus. Une fiche trop chargée décourage son remplissage. Mieux vaut :
regrouper les informations en blocs logiques ;
utiliser des libellés clairs, proches du vocabulaire atelier ;
réserver les commentaires libres aux cas nécessaires (observations, anomalies).
La troisième bonne pratique touche à la relecture systématique. Une fiche bien remplie est souvent relue :
par le chef d’équipe lors du passage de relais ;
par la qualité avant la libération du lot ;
par les méthodes ou l’amélioration continue lors d’analyses régulières.
Cette relecture transforme la fiche en véritable outil de pilotage, et pas seulement en document d’archivage.
6. Exploiter les données de la fiche pour améliorer la performance
Une fois la fiche suiveuse remplie, il serait dommage qu’elle ne serve qu’à se rassurer en cas d’audit. Elle peut devenir une mine d’informations pour améliorer l’atelier.
La première exploitation concerne les temps réels. En comparant systématiquement :
le temps prévu par la gamme ;
le temps effectivement passé sur chaque opération,
on fait émerger les écarts persistants. Certains postes s’avèrent systématiquement plus longs que prévu, d’autres plus rapides. Cela peut conduire à réajuster les gammes, équilibrer les lignes ou revoir l’outillage.
La deuxième exploitation vise les rebuts et leurs causes. En recensant :
les opérations générant le plus de non-conformités ;
les causes déclarées par les opérateurs ;
les lots les plus sensibles,
on remonte directement vers des actions ciblées : formation sur un geste critique, recalage d’une machine, amélioration d’un contrôle en amont, adaptation des tolérances.
La troisième exploitation porte sur la fiabilité des délais. En recoupant :
les dates/heures de début et de fin des opérations ;
les engagements pris auprès des clients ;
on peut mieux estimer les délais réalistes et fiabiliser les promesses faites au commerce.
7. Cas particuliers et erreurs fréquentes
Même bien conçue, une fiche suiveuse peut mal vivre sur le terrain si l’on ne prend pas en compte certains cas particuliers.
Un premier cas concerne les produits récurrents à très gros volumes. Remplir une fiche pour chaque petite série peut devenir lourd. Une solution consiste à :
regrouper plusieurs OF sur une même fiche pour une période donnée ;
ou utiliser une fiche par lot “standard” en la liant clairement aux OF correspondants.
Un second cas concerne les processus très automatisés où beaucoup d’informations sont déjà traçées par les machines. Dans ces contextes, la fiche suiveuse ne doit pas dupliquer les données, mais plutôt :
rassembler les éléments critiques (non-conformités, interventions manuelles, reprises) ;
indiquer où sont stockées les données automates ou MES.
Côté erreurs, les plus fréquentes sont assez simples à repérer :
les fiches non complétées en temps réel, remplies “à la fin” de mémoire ;
les signatures manquantes, notamment sur les contrôles ;
les causes de rebut indiquées de façon trop vague (“défaut”, “pb machine”).
En les identifiant rapidement, on peut ajuster la formation et rendre la fiche plus robuste sans la surcharger.
8. Vers des versions colorées, lisibles et prêtes à imprimer
La forme compte autant que le fond lorsqu’il s’agit d’un outil manipulé au quotidien. Une fiche suiveuse lisible, avec une mise en page claire, des bandeaux colorés et des zones bien identifiées, incite davantage les équipes à la compléter correctement.
On peut par exemple :
colorer légèrement les en-têtes de sections (“Informations produit / OF”, “Suivi des opérations”, “Contrôles qualité”) ;
utiliser un bleu ou un gris soutenu pour les libellés ;
alterner les lignes du tableau d’opérations (une blanche, une gris clair) pour faciliter la lecture.
Ce travail graphique reste simple mais transforme la fiche en véritable outil ergonomique, prêt à être imprimé et à vivre sur les pupitres de l’atelier.
")

")