Checklist des étapes GPEC Cartographie des compétences et feuille de travail pour l’appliquer
Cas GPEC des emplois manuels dans un réseau multi-usines industrielles
Mobiliser la GPEC (Gestion Prévisionnelle des Emplois et des Compétences) nécessite des outils pour sa mise en œuvre. Il s’agit d’un levier précieux de la stratégie RH, permettant aux entreprises de mieux anticiper l’évolution de leurs métiers ainsi que celle des compétences et des effectifs qui en découlent. Bien menée, elle permet d’aligner les besoins futurs de l’organisation avec les talents et les savoir-faire disponibles en interne, tout en accompagnant les collaborateurs dans leur évolution professionnelle. Pour passer de la démarche à l’action concrète, deux éléments seront également nécessaires.
Une checklist pour ne rien oublier
Work sheet pour suivre la mise en oeuvre pas à pas
Objectifs de la GPEC
Anticiper les besoins en compétences à moyen et long terme
Adapter les effectifs aux évolutions économiques et technologiques
Accompagner les salariés dans leurs parcours professionnels
Optimiser le recrutement et la formation
Renforcer la performance globale et la compétitivité
Checklist GPEC – Les étapes clés
Cette checklist permet de vérifier que chaque étape de la démarche est bien traitée.
Étape
Actions à réaliser
Statut
1. Diagnostic initial
– Recenser les effectifs actuels- Identifier les compétences disponibles- Évaluer les besoins futurs
☐
2. Analyse stratégique
– Étudier les évolutions du marché et des métiers- Identifier les métiers sensibles- Anticiper les impacts organisationnels
☐
3. Cartographie des compétences
– Définir les compétences clés par poste- Évaluer les écarts entre compétences actuelles et requises
☐
4. Élaboration du plan d’actions
– Définir les axes de recrutement- Planifier les actions de formation- Prévoir les mobilités internes
☐
5. Communication et implication
– Informer les équipes- Impliquer les managers et RH- Mettre en place des ateliers participatifs
☐
6. Suivi et ajustement
– Mettre à jour les données- Évaluer l’efficacité du plan- Ajuster les actions selon les évolutions
☐
💡 Astuce : utiliser des codes couleurs (vert, orange, rouge) pour visualiser rapidement l’état d’avancement.
Feuille de travail GPEC – Outil de suivi opérationnel
Une feuille de travail GPEC est un document (Excel ou outil collaboratif) structuré pour planifier et suivre la mise en œuvre. Elle comprend généralement :
Colonnes types
Action : tâche précise à réaliser
Responsable : personne en charge
Échéance : date limite
Statut : liste déroulante (Non commencé, En cours, Terminé)
Indicateur de réussite : critère mesurant l’atteinte de l’objectif
Commentaires : remarques ou précisions
Organisation recommandée
Onglet « Plan d’action » : regroupe toutes les actions GPEC par étape.
Onglet « Cartographie des compétences » : inventaire des compétences actuelles et requises par poste.
Onglet « Suivi formation » : suivi des formations réalisées et prévues.
Onglet « Tableau de bord » : synthèse visuelle avec indicateurs clés.
Best practices pour réussir la mise en œuvre
Impliquer les managers dès la phase de diagnostic.
Rendre la checklist vivante : mise à jour régulière et utilisation en réunion RH.
Associer le plan de formation à la GPEC pour éviter les écarts de compétences.
Utiliser un outil collaboratif pour un suivi en temps réel (Excel partagé, SIRH, intranet).
Mesurer l’impact avec des indicateurs (taux de couverture des compétences, taux de mobilité interne, etc.).
Exemple simplifié de feuille de travail GPEC
Action
Responsable
Échéance
Statut
Indicateur
Commentaires
Recenser les effectifs actuels
RH
15/03/2025
En cours
Base de données mise à jour
Prévoir extraction SIRH
Identifier les compétences clés
Manager métier
30/03/2025
Non commencé
Liste validée
S’appuyer sur fiches de poste
Lancer les formations prioritaires
Responsable formation
15/04/2025
Non commencé
Sessions organisées
Budget validé
La GPEC est un outil stratégique pour anticiper les besoins futurs en compétences. La checklist garantit que chaque étape est couverte, tandis que la feuille de travail assure un suivi opérationnel précis et collaboratif. Utilisées ensemble, elles permettent d’ancrer la GPEC dans la gestion quotidienne et d’optimiser la performance RH.
⬇️
GPEC pour les emplois manuels dans un réseau multi-usines industrielles
1️⃣ Introduction : un enjeu stratégique pour l’industrie
La Gestion Prévisionnelle des Emplois et des Compétences (GPEC) n’est souvent associée qu’aux emplois de bureau nécessitant des qualifications approfondies. Pourtant, dans le secteur industriel, en particulier pour les postes manuels (opérateurs de production, gestionnaires de stocks, techniciens de maintenance, inspecteurs qualité…), la GPEC joue un rôle crucial face aux défis constants de l’évolution technique et organisationnelle. Au sein d’un réseau d’usines, où chaque site possède ses spécificités propres, anticiper les besoins futurs en personnel et en savoir-faire devient donc un levier stratégique capital afin de s’adapter, favoriser la polyvalence, faciliter la mobilité interne et assurer in fine la pérennité des activités de production.
Garantir la continuité de la production
Éviter les arrêts liés au manque de compétences
Optimiser la polyvalence et la mobilité interne
Réduire les coûts de recrutement et de formation
2️⃣ Spécificités de la GPEC pour les jobs manuels
Mettre en place une GPEC pour les postes manuels dans un environnement multi-sites nécessite de prendre en compte plusieurs réalités :
a) Des compétences souvent tacites
Certaines compétences, comme le réglage fin d’une machine ou le « coup d’œil » pour détecter un défaut, ne sont pas formalisées dans les fiches de poste mais sont pourtant essentielles.
b) Un turnover parfois élevé
Les emplois manuels peuvent être soumis à une rotation importante, notamment sur les lignes de production à forte cadence ou en environnement contraignant.
c) Des contraintes réglementaires
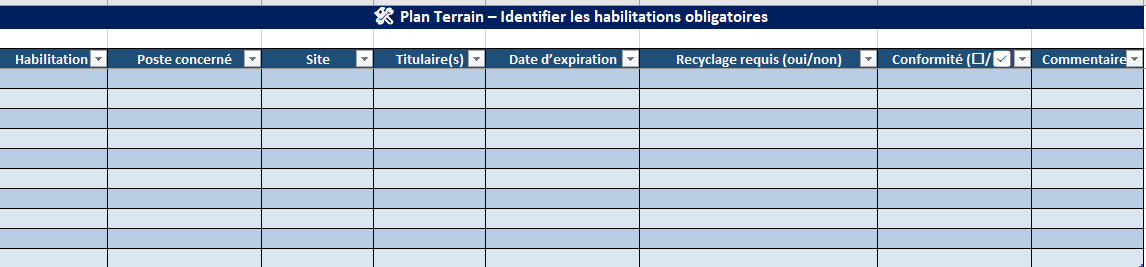
Certains postes exigent des habilitations spécifiques (CACES, ATEX, habilitations électriques, travail en hauteur) avec des recyclages réguliers.
d) Une organisation en équipes
Travail posté, horaires décalés, équipes autonomes… autant de facteurs qui influencent la gestion des compétences.
3️⃣ Méthodologie GPEC adaptée au multi-sites
Pour réussir, il faut structurer la démarche autour de 5 grandes étapes :
1. Cartographier les métiers et compétences par site
Recenser tous les postes manuels dans chaque usine
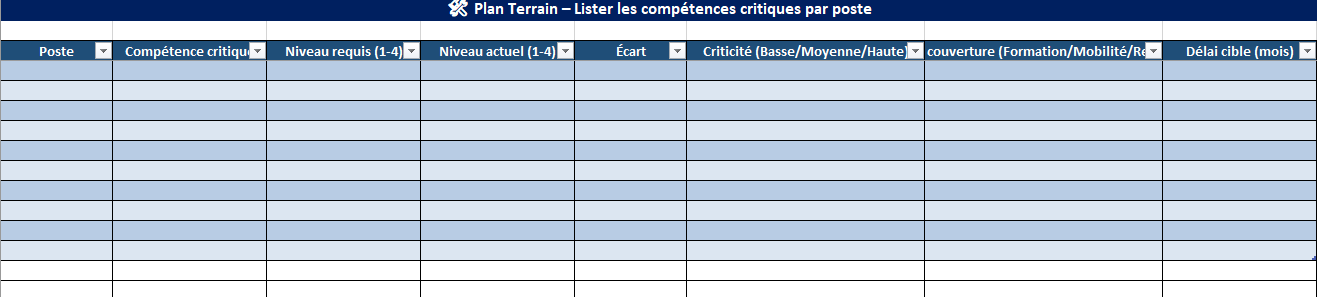
Identifier les compétences obligatoires et optionnelles
Créer un référentiel unique mais adaptable localement
2. Évaluer les compétences détenues
Réaliser un inventaire du personnel par poste et par compétence
Utiliser des grilles d’évaluation standardisées
Intégrer l’avis des chefs d’équipe et responsables maintenance
3. Identifier les écarts et risques
Comparer les compétences actuelles aux besoins futurs (ex. nouvelles machines, évolution des normes)
Détecter les postes à risque de pénurie ou de départ en retraite
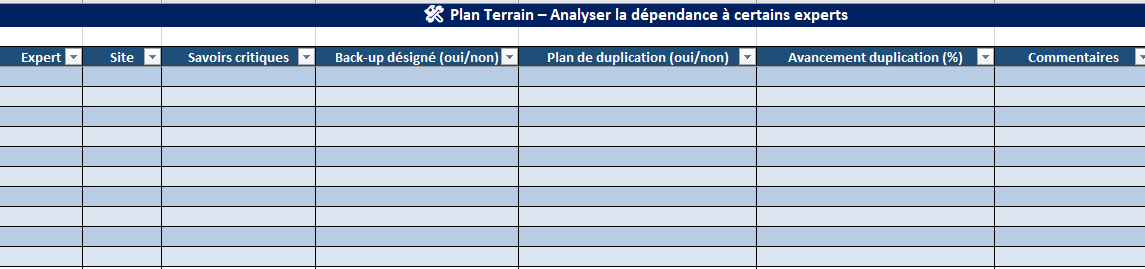
Analyser la dépendance à certains experts clés
4. Élaborer un plan d’action
Former à la polyvalence pour sécuriser la production
Mettre en place des parcours de formation certifiants
Prévoir un plan de remplacement pour les départs critiques
Déployer un plan de mobilité interne entre usines
5. Suivre et ajuster
Mettre en place un tableau de bord GPEC multi-sites
Suivre les taux de couverture des compétences critiques
Adapter les plans de formation en fonction des retours terrain
4️⃣ Outil de suivi : la checklist GPEC multi-usines
Étape
Action
Responsable
Échéance
Statut
Cartographie
Inventorier les postes manuels
RH site + Chef de production
15/03/2025
☐
Évaluation
Évaluer les compétences actuelles
RH site + Managers
30/03/2025
☐
Analyse des écarts
Identifier les postes à risque
RH central
15/04/2025
☐
Plan d’action
Planifier les formations polyvalence
Responsable formation
30/04/2025
☐
Suivi
Mettre à jour le tableau de bord
RH central
Mensuel
☐
5️⃣ Feuille de travail terrain pour chaque action
Pour passer de la théorie à la pratique, chaque action doit être détaillée dans un tableau opérationnel.
Exemple : Formation polyvalence sur ligne d’assemblage
Sous-tâche
Responsable
Échéance
Ressources nécessaires
Indicateur
Commentaires terrain
Identifier les postes compatibles
Chef d’atelier
15/03/2025
Planning des postes
Liste validée
–
Sélectionner les opérateurs à former
RH site
20/03/2025
Données SIRH
Liste approuvée
Inclure intérimaires
Planifier les sessions
Responsable formation
30/03/2025
Formateurs internes
Planning établi
–
Évaluer la compétence acquise
Chef d’atelier
15/04/2025
Grille d’évaluation
% réussite
–
6️⃣ Pour une GPEC industrielle réussie
Centraliser les données dans un SIRH ou un tableau partagé
Harmoniser les grilles d’évaluation pour comparer entre sites
Associer les managers et chefs d’équipe dès la phase de diagnostic
Mettre à jour régulièrement les compétences et habilitations
Mesurer l’impact via des indicateurs (polyvalence, absentéisme, productivité)
La GPEC appliquée aux emplois manuels dans un environnement multi-usines est un investissement stratégique. Elle permet non seulement d’anticiper les évolutions techniques et réglementaires, mais aussi de sécuriser la production et d’optimiser l’organisation du travail. Avec une checklist rigoureuse et une feuille de travail détaillée, les équipes RH et opérationnelles peuvent travailler main dans la main pour préparer l’avenir tout en assurant la performance actuelle.
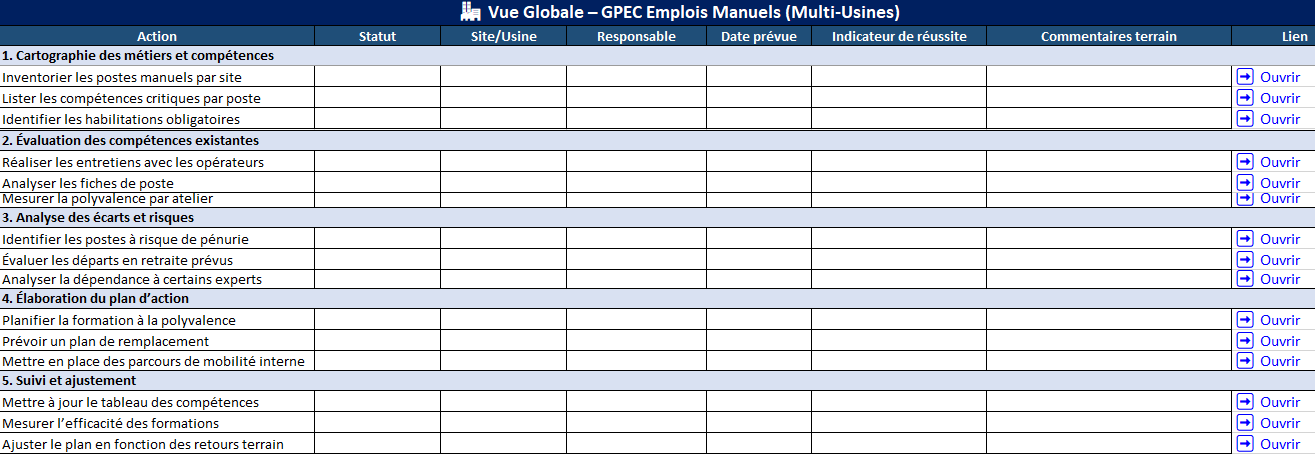
Modèle Excel GPEC Multi-Usines
Cet outil Excel permet de gérer la GPEC (Gestion Prévisionnelle des Emplois et des Compétences) dans un contexte multi-usines industrielles avec un focus sur les jobs manuels. Il permet de passer de la stratégie GPEC à la mise en œuvre opérationnelle en offrant :
Une feuille principale : vue globale de toutes les actions clés de la GPEC (cartographie, analyse, formation, remplacement, etc.)
Une feuille terrain par action : formulaires spécifiques, adaptés au contenu réel de chaque action, sans colonnes inutiles
Largeurs optimisées et bordures pour une lecture claire
Lignes prêtes à remplir (jusqu’à 30 par action)
Logique métier adaptée : par exemple, une feuille pour “Mesurer la polyvalence” ne contient pas les mêmes champs qu’une feuille pour “Planifier la formation”
⬇️
🛠 Mode d’emploi
1️⃣ Navigation
Onglet “GPEC Multi-Usines” : point d’entrée principal
Chaque ligne correspond à une action clé
Cliquez sur le nom de l’action pour ouvrir sa feuille terrain
Revenez à la vue globale via le lien placé en haut de chaque feuille terrain
2️⃣ Saisie des données
Dans chaque feuille terrain :
Remplissez les colonnes une par une avec vos données réelles
Utilisez les listes déroulantes pour éviter les erreurs de saisie (oui/non, criticité, statut…)
Les cases ☑/☐ servent à marquer une validation ou une conformité
Laissez les colonnes pré-remplies vides si l’information n’est pas encore connue
3️⃣ Fonctionnalités interactives
Couleurs automatiques : certaines colonnes ou cases changent de couleur en fonction de leur valeur (ex. criticité haute en rouge)
Filtres intégrés : activez la flèche en haut de chaque colonne pour filtrer par site, statut, criticité…
Tableaux extensibles : vous pouvez insérer de nouvelles lignes sous le tableau, elles conserveront le format
4️⃣ Exemples d’usage
Inventorier les postes manuels par site : identifiez tous les postes, leur criticité, les habilitations requises et leur validation
Mesurer la polyvalence par atelier : calculez un indice de polyvalence et identifiez les manques
Planifier la formation à la polyvalence : suivez les heures, budgets, échéances et éligibilité CPF
Identifier les postes à risque de pénurie : mesurez le risque et définissez un plan de couverture
Bonnes pratiques
Mettre à jour régulièrement (ex. mensuellement ou trimestriellement selon la dynamique du site)
Utiliser un code couleur uniforme pour tous les sites
Vérifier les listes de validation (sites, postes, compétences) pour qu’elles soient à jour
🧵 Ratio normal des emplois manuels en production textile
Le ratio normal des emplois manuels en usine textile dépend du processus, du produit et des objectifs de production. En le suivant régulièrement via un tableau de bord, l’entreprise peut ajuster ses équipes en temps réel pour atteindre le juste équilibre entre cadence, qualité et coûts.
Comment calibrer les effectifs pour assurer cadence et qualité
1️⃣ Pourquoi définir un ratio d’emplois manuels en textile ?
Dans une usine textile, la proportion d’emplois manuels par rapport à la capacité de production est un indicateur clé. Il permet de :
Maintenir la cadence sans surcharger les opérateurs
Optimiser les coûts en évitant le sureffectif
Préserver la qualité en allouant le bon nombre de postes aux opérations critiques
Faciliter la planification lors de variations de commandes
2️⃣ Facteurs influençant le ratio optimal
Le ratio n’est pas fixe et dépend de plusieurs paramètres :
Facteur
Influence sur le ratio
Type de produit
Les tissus techniques ou pièces complexes nécessitent plus d’opérations manuelles
Niveau d’automatisation
Plus les machines sont performantes, plus le besoin en main-d’œuvre manuelle diminue
Taille des lots
Les petites séries demandent plus de manipulations et changements
Compétences des opérateurs
Des opérateurs polyvalents peuvent réduire le besoin global en effectif
Cadence souhaitée
Plus la cadence est élevée, plus le besoin en postes manuels augmente
3️⃣ Méthode pour calculer le ratio normal
Étape : Définir la capacité nominale
Exemple : 1 ligne de tissage produit 800 mètres de tissu par équipe de 8h
Étape : Identifier les postes manuels nécessaires
Alimentation des machines
Surveillance et réglage
Contrôle qualité visuel
Conditionnement et emballage
Étape 3 : Mesurer le temps-homme par poste
Observation terrain ou chronométrage industriel
Exemple : alimentation machine = 1 opérateur / 2 métiers à tisser
Étape 4 : Calculer le ratio
Ratio=Nombre d’opeˊrateurs manuels neˊcessairesCapaciteˊ de production viseˊe\text{Ratio} = \frac{\text{Nombre d’opérateurs manuels nécessaires}}{\text{Capacité de production visée}}
Total opérateurs/jour = 246 personnes 💡 Ratio global = 246 / 80 000 m = 0,003075 opérateur par mètre produit (≈ 3,1 opérateurs pour 1 000 m)
5️⃣ Ajustements possibles
Polyvalence : former les opérateurs à occuper plusieurs postes selon la charge
Automatisation ciblée : investir dans l’emballage ou le contrôle automatisé
Équilibrage multi-lignes : répartir les effectifs selon les cadences réelles
6️⃣ Tableau de suivi pratique
Jour
Volume prévu (m)
Effectif prévu
Ratio effectif/mètre
Écart vs ratio normal
Action corrective
Lundi
78 000
240
0,003076
OK
–
Mardi
82 000
246
0,003000
+3 op.
Ajouter renfort
Mercredi
75 000
235
0,003133
OK
Simulation d’une étude de cas avec la GPEC multi-usines textile
Problématique identifiée
Dans un groupe industriel textile opérant sur plusieurs usines (Tanger et Casablanca), la direction constate depuis plusieurs années :
Forte dépendance à quelques experts clés
Les savoir-faire critiques (réglage de surjeteuse, diagnostic panne textile) sont concentrés sur un nombre restreint de techniciens.
Le départ à la retraite de certains d’entre eux, prévu dans 1 à 3 ans, menace la continuité de production.
Risque de pénurie sur certains postes manuels
Les opérateurs surjeteuse sont nombreux à approcher l’âge de départ ou à envisager une reconversion.
Le recrutement externe est difficile pour ces métiers spécifiques, avec un taux de difficulté de 4 à 5/5.
Polyvalence insuffisante des équipes
Dans l’atelier Coupe, certains opérateurs ne maîtrisent qu’un seul poste.
L’indice moyen de polyvalence dans l’atelier Finition est inférieur à 0,5, ce qui augmente le risque de rupture en cas d’absence ou de pic de production.
Habilitations et conformité réglementaire
Des habilitations critiques (CACES, ATEX) arrivent bientôt à expiration sans plan de recyclage clair.
Un défaut de conformité pourrait provoquer un arrêt d’activité ou des sanctions.
Faible capitalisation des savoirs
L’entreprise n’a pas encore structuré un plan de transfert des connaissances entre anciens et nouveaux opérateurs.
L’absence de procédures documentées fragilise la montée en compétence rapide.
Formation non orientée ROI
Les sessions de formation sont suivies, mais l’évaluation post-formation (Kirkpatrick) montre un transfert opérationnel parfois limité.
Certaines formations internes n’ont pas de mesure de retour sur investissement, rendant difficile la priorisation budgétaire.
Mobilité interne peu exploitée
Des opérateurs ayant un potentiel d’évolution restent sur leur poste faute de plan de mobilité clair.
Les passerelles entre ateliers (ex. Coupe → Confection, Finition → Contrôle qualité) sont encore sous-utilisées.
Enjeux majeurs à résoudre
Assurer la continuité de production malgré les départs et la pénurie de compétences.
Augmenter la polyvalence pour réduire les risques opérationnels.
Anticiper et planifier les remplacements sur les postes critiques.
Renforcer la conformité réglementaire sur les habilitations obligatoires.
Structurer la transmission de savoir avant les départs des experts.
Maximiser le retour sur investissement des formations par un suivi précis et chiffré.
Encourager la mobilité interne pour sécuriser et fidéliser les talents.