Création et Utilisation d’une Fiche Suiveuse de Fabrication : Modèle Imprimable
La fiche suiveuse de fabrication est un outil indispensable pour les entreprises industrielles cherchant à garantir qualité, traçabilité et efficacité dans leurs processus de production.
1. Définition de la fiche suiveuse de fabrication
La fiche suiveuse de fabrication est un document essentiel pour suivre et contrôler les étapes de fabrication d’un produit tout au long de son cycle de production. Elle permet d’assurer la traçabilité des opérations, de contrôler la qualité et de surveiller le respect des délais.
2. Objectifs de la fiche suiveuse de fabrication
Traçabilité : Suivre l’évolution d’un produit ou d’un lot dans les différentes étapes de fabrication.
Contrôle qualité : Identifier les non-conformités ou les incidents.
Optimisation : Améliorer l’efficacité en identifiant les goulots d’étranglement ou les retards.
Communication : Faciliter les échanges d’informations entre les équipes de production.
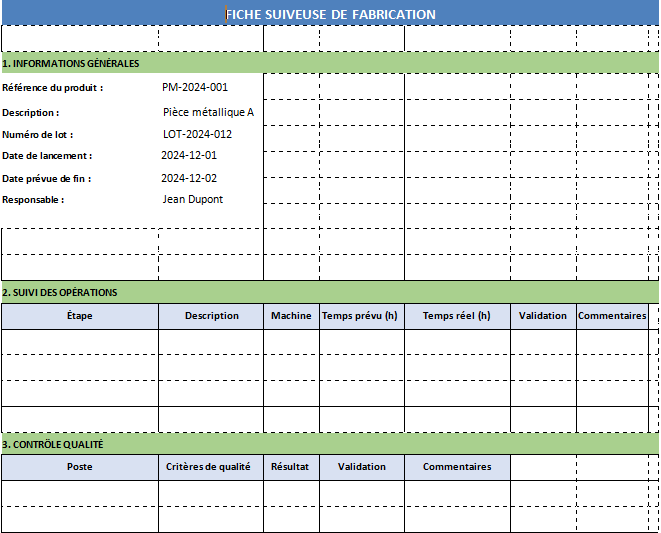
3. Structure d’une fiche suiveuse de fabrication
Une fiche suiveuse est généralement divisée en sections pour faciliter son utilisation. Voici les principales sections à inclure :
A. Informations générales sur le produit
Référence du produit : Code ou nom unique du produit.
Description : Détails sur le produit (matières, version, caractéristiques).
Numéro de lot ou d’ordre de fabrication : Identification de l’ordre ou du lot.
Date de lancement : Début du processus de fabrication.
Date prévue de fin : Date estimée pour l’achèvement.
Responsable de l’ordre : Nom de la personne en charge.
B. Suivi des opérations de fabrication
Étape
Description
Machine/Équipement
Temps prévu
Temps réel
Opérateur
Validation
Anomalies/Commentaires
Étape 1
Exemple : Découpe
Machine X
2h
2h10
Jean Dupont
OK
RAS
Étape 2
Assemblage
Presse Y
3h
3h30
Marie Durant
OK
Retard lié à réglage
…
…
…
…
…
…
…
…
C. Contrôle qualité
Poste
Critères de qualité
Résultat
Validation
Commentaires
Découpe
Tolérance ± 0.5 mm
Conforme
Jean Dupont
OK
Assemblage
Alignement des pièces
Non conforme
Marie Durant
Ajustement
D. Suivi des incidents et anomalies
Type d’incident : Panne machine, non-conformité, retard, etc.
Description : Explication de l’incident.
Durée de l’arrêt : Temps perdu à cause de l’incident.
Actions correctives : Mesures prises pour résoudre le problème.
Responsable : Nom de l’opérateur ou du technicien.
E. Observations finales
État d’avancement global : % de l’ordre de fabrication terminé.
Délai respecté ou non : Comparaison entre délai prévu et réel.
Prochaines étapes : Instructions pour la suite de la production.
4. Comment utiliser la fiche suiveuse ?
A. Initialisation de la fiche
Complétez les informations générales avant le début de la fabrication (référence produit, numéro de lot, etc.).
Planifiez les étapes de fabrication avec les temps prévus pour chaque opération.
B. Enregistrement des données en temps réel
À chaque étape de fabrication, l’opérateur saisit :
Le temps réel passé sur la tâche.
Les anomalies rencontrées.
Les validations qualité (conforme/non conforme).
C. Vérification qualité
Le contrôleur qualité s’assure que les critères spécifiques sont respectés à chaque étape.
Toute non-conformité doit être documentée dans la fiche avec des actions correctives.
D. Clôture de la fiche
À la fin de la fabrication, un responsable :
Vérifie les résultats finaux.
Complète les observations globales.
Valide l’achèvement du lot ou de l’ordre.
5. Avantages de la fiche suiveuse de fabrication
Meilleure traçabilité : Chaque étape de fabrication est enregistrée et validée.
Amélioration de la qualité : Les anomalies sont identifiées et corrigées en temps réel.
Gain de temps : Facilite l’analyse des retards et des temps non productifs.
Suivi simplifié : Permet aux équipes de production, de maintenance et de qualité de collaborer efficacement.
6. Bonnes pratiques
Utiliser des fiches standardisées pour assurer une homogénéité dans l’ensemble des processus.
Mettre à jour en temps réel pour éviter les oublis.
Analyser les données régulièrement pour identifier les axes d’amélioration.
Former les équipes à l’utilisation de la fiche pour garantir une saisie précise.
7. Exemple d’utilisation
Avant la production : La fiche est préparée avec les étapes prévues et les objectifs de temps.
Pendant la production : Les opérateurs remplissent la fiche après chaque opération (temps, validation, anomalies).
Après la production : La fiche est analysée pour comparer les performances, évaluer les non-conformités et améliorer les prochaines productions.
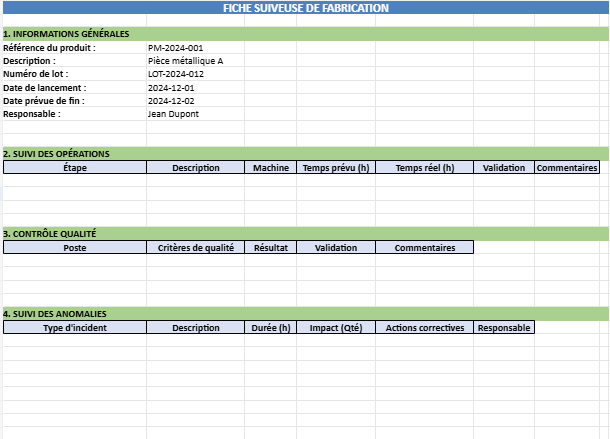
Exemple détaillé d’une fiche suiveuse de fabrication
Voici un exemple concret de fiche suiveuse pour une commande de production dans un atelier de fabrication de pièces métalliques.
Informations générales
Champ
Valeur
Référence du produit
PM-2024-001
Description
Pièce métallique A – Découpe & Assemblage
Numéro de lot
LOT-2024-012
Date de lancement
2024-12-01
Date prévue de fin
2024-12-02
Responsable de l’ordre
Jean Dupont
Suivi des opérations de fabrication
Étape
Description
Machine/Équipement
Temps prévu (h)
Temps réel (h)
Opérateur
Validation
Anomalies/Commentaires
1
Découpe
Machine Laser X1200
2.0
2.2
Paul Martin
OK
Léger ajustement nécessaire
2
Ébavurage
Polisseuse Auto
1.5
1.4
Marie Dubois
OK
RAS
3
Assemblage
Presse Hydraulique Z
3.0
3.5
Louis Renard
OK
Problème de réglage initial
4
Contrôle qualité
Inspection visuelle
1.0
1.2
Claire Petit
Non conforme
2 pièces hors tolérance
Contrôle qualité
Poste
Critères de qualité
Résultat
Validation
Commentaires
Découpe
Tolérance ± 0.5 mm
Conforme
Claire Petit
OK
Assemblage
Alignement parfait
Non conforme
Claire Petit
2 pièces à ajuster
Finition
Surface polie sans bavure
Conforme
Claire Petit
OK
Suivi des incidents et anomalies
Type d’incident
Description
Durée de l’arrêt (h)
Impact (Quantité perdue)
Actions correctives
Responsable
Panne machine
Défaut de réglage sur la presse Z
0.5
10 pièces
Intervention technique
Louis Renard
Non-conformité produit
Alignement incorrect détecté au contrôle
–
2 pièces
Réglage presse + reprise
Claire Petit
Observations finales
Champ
Valeur
État d’avancement global
100 % terminé
Nombre de pièces conformes
98 pièces
Nombre de pièces non conformes
2 pièces (reprise nécessaire)
Temps total prévu
7.5 h
Temps total réel
8.3 h
Délai respecté
Non (écart de 0.8 h)
Remarques générales
Ajustements mineurs requis pour la presse Z.
Analyse et points clés
Performances :
Temps réel légèrement supérieur au temps prévu (écart de 0.8 h).
98 % des pièces produites sont conformes.
Points d’amélioration :
Optimisation du réglage initial des machines pour éviter les pertes de temps.
Suivi accru au niveau de l’assemblage pour garantir un alignement parfait.
Conclusion
Cette fiche suiveuse de fabrication a permis :
D’identifier les écarts entre le temps prévu et le temps réel.
De tracer précisément les étapes de production et les anomalies.
D’assurer un suivi qualité efficace avec des actions correctives immédiates.
Grâce à cette démarche, l’atelier peut améliorer ses processus pour les prochaines productions, minimiser les non-conformités et optimiser les délais.
Le rapport final de suivi de fabrication permet de résumer l’ensemble des informations issues de la fiche suiveuse et d’en tirer des conclusions pour optimiser les processus de production.
1. Informations Générales
Champ
Valeur
Référence du produit
PM-2024-001
Description
Pièce métallique A
Numéro de lot
LOT-2024-012
Date de lancement
2024-12-01
Date de fin prévue
2024-12-02
Date de fin réelle
2024-12-02
Responsable de l’ordre
Jean Dupont
2. Récapitulatif des Opérations
Étape
Description
Temps prévu (h)
Temps réel (h)
Écart (h)
Validation
Commentaires
Découpe
Machine Laser X1200
2.0
2.2
+0.2
OK
Léger ajustement
Ébavurage
Polisseuse Auto
1.5
1.4
-0.1
OK
RAS
Assemblage
Presse Hydraulique
3.0
3.5
+0.5
OK
Réglage machine initial
Contrôle
Inspection visuelle
1.0
1.2
+0.2
Non conforme
Alignement non respecté
3. Contrôle Qualité
Critères
Résultat
Validation
Commentaires
Tolérance Découpe
Conforme
Claire Petit
OK
Alignement Assemblage
Non conforme
Claire Petit
2 pièces hors tolérance
Finition – Surface polie
Conforme
Claire Petit
OK
4. Suivi des Anomalies et Incidents
Type d’incident
Description
Durée (h)
Impact (Qté Perdue)
Actions Correctives
Responsable
Panne machine
Défaut de réglage presse Z
0.5
10 pièces
Réglage effectué
Louis Renard
Non-conformité produit
Alignement incorrect
–
2 pièces
Ajustement + reprise
Claire Petit
5. Bilan Quantitatif
Indicateur
Valeur
Objectif
Écart
Quantité totale produite
100 pièces
100 pièces
0
Quantité conforme
98 pièces
100 pièces
-2 pièces
Temps total prévu
7.5 heures
7.5 heures
0
Temps total réel
8.3 heures
7.5 heures
+0.8 heures
Taux de conformité (%)
98 %
100 %
-2 %
6. Analyse des Résultats
Points positifs :
Découpe et ébavurage respectent les temps prévus avec un léger gain sur l’ébavurage.
La majorité des pièces produites sont conformes (98 %).
Points d’amélioration :
Assemblage : Un réglage initial défectueux a causé une perte de temps (+0.5 h) et des non-conformités.
Contrôle qualité : Nécessité de renforcer la vérification des alignements avant validation finale.
Impact des incidents :
Les incidents ont ajouté 0.5 heure de retard et 10 pièces perdues.
7. Actions Correctives
Action
Responsable
Délai
Amélioration du réglage machine
Louis Renard
2024-12-03
Formation sur contrôle alignement
Claire Petit
2024-12-05
Suivi quotidien des non-conformités
Jean Dupont
Continu
8. Conclusion
Le lot LOT-2024-012 est terminé avec un taux de conformité de 98 % et un léger dépassement de 0.8 heure par rapport au temps prévu. Les anomalies identifiées, principalement liées à un réglage défectueux en assemblage, seront corrigées par des actions ciblées afin d’éviter leur récurrence.
Signature du Responsable
Nom
Signature
Date
Jean Dupont
___________________
2024-12-02
Utilité du modèle :
Ce modèle de rapport final permet :
Récapitulatif clair des performances et incidents de production.
Analyse précise des écarts pour identifier les axes d’amélioration.
Plan d’action correctif pour optimiser les futurs processus de fabrication.
Ce document est prêt à être partagé aux équipes de production, aux managers et aux clients pour assurer une transparence complète.
La transition écologique et de renforcement des réglementations environnementales, impose un audit environnemental rigoureux. Il s’agit d’un outil essentiel pour
Cet article se propose d’explorer en détail l’importance de la fiche d’intervention informatique dans la résolution des problèmes informatiques. Lorsqu’un
La formation professionnelle représente un investissement stratégique pour toute organisation installée en France : temps dégagé, budget mobilisé, attentes fortes