TRS à Plusieurs Machines : Gestion de la Performance Multi-Équipements
Le TRS (Taux de Rendement Synthétique), ou OEE (Overall Equipment Effectiveness), est un indicateur clé pour évaluer l’efficacité d’une machine ou d’une ligne de production. Lorsqu’il s’agit de plusieurs machines travaillant ensemble dans un processus de production, le calcul et l’interprétation du TRS deviennent plus complexes. En effet, la performance globale de la ligne dépend non seulement des performances individuelles des machines, mais aussi de la coordination et des interactions entre elles.
Voici une explication détaillée du TRS appliqué à plusieurs machines et comment gérer efficacement l’évaluation de la performance sur plusieurs équipements.
1. Compréhension du TRS Multi-Machines
Le TRS pour une seule machine est calculé en prenant en compte trois éléments : la disponibilité, la performance, et la qualité. Lorsqu’on travaille avec plusieurs machines dans une chaîne de production, chaque machine peut avoir un TRS différent en fonction de ses temps de disponibilité, de sa vitesse de fonctionnement et de la qualité des produits qu’elle fabrique.
Exemple :
Dans une ligne de production composée de trois machines successives (Machine A, Machine B, Machine C), chacune ayant son propre TRS :
- Machine A : TRS de 80 %
- Machine B : TRS de 90 %
- Machine C : TRS de 85 %
Chaque machine contribue à la performance globale de la ligne de production.
2. Calcul du TRS Global sur Plusieurs Machines
Il existe plusieurs approches pour calculer le TRS global d’une ligne de production composée de plusieurs machines. Voici deux méthodes principales :
Méthode 1 : Calcul du TRS moyen pondéré
Dans cette méthode, chaque machine a un TRS individuel, et le TRS global est obtenu en faisant la moyenne pondérée des TRS en fonction de la contribution de chaque machine au processus de production.
Formule :
TRS_global = (TRS_A * Temps_A + TRS_B * Temps_B + TRS_C * Temps_C) / (Temps_A + Temps_B + Temps_C)Exemple :
Supposons que les machines A, B et C aient les TRS suivants et fonctionnent pendant les durées respectives :
- Machine A : TRS = 80 %, Temps de fonctionnement = 300 minutes
- Machine B : TRS = 90 %, Temps de fonctionnement = 400 minutes
- Machine C : TRS = 85 %, Temps de fonctionnement = 300 minutes
Le TRS global est calculé comme suit :
TRS_global = (80 * 300 + 90 * 400 + 85 * 300) / (300 + 400 + 300)
TRS_global = (24000 + 36000 + 25500) / 1000
TRS_global = 85.5 %Conclusion :
Le TRS global de la ligne de production, en tenant compte de la contribution de chaque machine, est de 85.5 %.
3. Impact des Goulots d’Étranglement sur le TRS
Lorsqu’il s’agit d’une ligne de production à plusieurs machines, l’un des facteurs les plus importants est le goulot d’étranglement. Un goulot d’étranglement est une machine ou un processus qui ralentit toute la ligne de production en raison de sa capacité limitée. Le TRS de la ligne sera fortement influencé par le TRS de la machine la plus lente ou la plus souvent à l’arrêt.
Exemple :
Supposons que la ligne de production ait trois machines :
- Machine A : TRS = 85 %
- Machine B (goulot d’étranglement) : TRS = 60 %
- Machine C : TRS = 90 %
Bien que les machines A et C aient des TRS élevés, le TRS global sera fortement limité par la performance de la Machine B, car cette machine est un goulot d’étranglement.
Calcul :
Dans ce cas, le TRS global sera proche du TRS de la machine B (60 %), car cette machine ralentit toute la ligne de production. Cela montre l’importance de traiter les goulots d’étranglement pour améliorer l’efficacité globale de la ligne.
4. Méthode 2 : Calcul du TRS Basé sur le TRS le Plus Faible
Une autre approche consiste à considérer le TRS global d’une ligne comme étant limité par le TRS de la machine la moins performante, en particulier lorsqu’il y a des dépendances entre les machines.
Formule :
TRS_global = Min(TRS_A, TRS_B, TRS_C)Exemple :
Si les TRS des machines A, B et C sont respectivement :
- Machine A : TRS = 80 %
- Machine B : TRS = 60 % (goulot d’étranglement)
- Machine C : TRS = 85 %
Le TRS global de la ligne de production sera égal au TRS de la Machine B (60 %), car c’est la machine qui limite l’ensemble du processus.
Conclusion :
Dans une ligne de production séquentielle, le TRS global est souvent dicté par la machine ayant le TRS le plus faible, surtout si cette machine ralentit ou interrompt la production des autres équipements en aval.
5. Stratégies pour Améliorer le TRS Global à Plusieurs Machines
Améliorer le TRS d’une ligne de production multi-équipements nécessite une approche globale qui prend en compte la performance individuelle de chaque machine, ainsi que la façon dont elles interagissent les unes avec les autres. Voici quelques stratégies clés :
1. Réduire les Goulots d’Étranglement :
- Identifier la machine ayant le TRS le plus faible et qui freine le processus global.
- Optimiser cette machine en augmentant sa disponibilité, en améliorant sa vitesse, ou en réduisant les temps d’arrêt.
2. Synchroniser les Vitesses des Machines :
- Veiller à ce que les machines soient synchronisées pour éviter les interruptions inutiles dues à des vitesses de production incohérentes.
- Si une machine est beaucoup plus rapide qu’une autre, cela peut entraîner des temps d’attente et des pertes d’efficacité.
3. Améliorer la Coordination entre les Machines :
- Utiliser des systèmes de gestion automatisés (comme des capteurs IoT ou des logiciels de gestion de production) pour surveiller en temps réel la performance de chaque machine et s’assurer que l’ensemble du processus fonctionne de manière fluide.
4. Maintenance Préventive Coordonnée :
- Planifier la maintenance préventive de manière à minimiser les arrêts et à éviter que plusieurs machines ne soient hors service simultanément, ce qui pourrait paralyser la production.
Le TRS à plusieurs machines est un outil puissant pour évaluer l’efficacité globale d’une ligne de production. Bien que chaque machine ait son propre TRS, le TRS global de la ligne de production est influencé par la coordination entre les machines et, souvent, par le goulot d’étranglement qui limite la capacité de production.
La synchronisation efficace de plusieurs machines dans une ligne de production est essentielle pour optimiser la productivité, minimiser les temps d’arrêt et maximiser le Taux de Rendement Synthétique (TRS) global. Un manque de synchronisation peut entraîner des goulots d’étranglement, des temps d’attente, et une sous-utilisation des ressources. Voici des stratégies et des méthodes pour synchroniser plusieurs machines efficacement.
1. Équilibrer les Capacités des Machines
Le premier objectif pour synchroniser plusieurs machines est de s’assurer que chaque machine fonctionne à une capacité équilibrée par rapport aux autres, afin d’éviter des goulets d’étranglement. Si une machine produit plus vite que celle en aval, elle sera inutilement en attente.
Stratégies :
- Analyse des capacités : Mesurez la capacité de chaque machine en termes d’unités par minute ou par heure et identifiez les machines qui fonctionnent à des vitesses différentes.
- Ajustement des vitesses : Si une machine produit beaucoup plus vite qu’une autre, ajustez sa vitesse pour éviter la surproduction en amont ou les temps d’attente en aval.
- Réallocation des ressources : Répartissez les tâches ou les lots de production en fonction de la capacité réelle de chaque machine.
Exemple :
Dans une ligne de production où la Machine A produit 120 unités par minute et la Machine B produit seulement 100 unités par minute, la Machine A devra ralentir ou s’arrêter fréquemment pour attendre la Machine B. Vous pouvez soit réduire la vitesse de la Machine A, soit augmenter la capacité de la Machine B en ajoutant des ressources (par exemple, une deuxième machine ou une maintenance préventive pour améliorer sa performance).
2. Mise en Place du Flux Continu (Lean Manufacturing)
Un flux continu signifie que les produits circulent dans la ligne de production sans interruptions, stocks intermédiaires excessifs ou temps d’attente. Le flux continu est un concept clé du Lean Manufacturing, qui vise à réduire les gaspillages (comme les temps d’attente) et à améliorer la fluidité du processus.
Stratégies :
- Optimiser les transitions : Minimisez les temps d’attente entre les étapes de production. Par exemple, assurez-vous que le matériel ou les composants arrivent à temps à chaque machine pour éviter les interruptions.
- Réduire les stocks en cours (WIP) : Synchronisez les machines pour que les produits passent directement d’une machine à l’autre, sans accumulation de stock entre elles.
- Cartographie des flux de valeur : Utilisez des outils comme le VSM (Value Stream Mapping) pour identifier les points de blocage et éliminer les temps morts dans le processus.
Exemple :
Si une ligne de production a des stocks intermédiaires importants entre la Machine A et la Machine B, cela peut entraîner une accumulation inutile de produits. La réduction des stocks intermédiaires permet d’assurer que les produits passent rapidement à la machine suivante, garantissant un flux plus régulier.
3. Utilisation de Systèmes Kanban
Le Kanban est un système de gestion visuelle qui aide à synchroniser les machines en régulant la quantité de travail en cours de production. Il s’agit de s’assurer qu’une machine en aval ne commence à travailler que lorsque la machine en amont est prête à envoyer de nouveaux composants.
Stratégies :
- Mettre en place des cartes Kanban : Utilisez des signaux visuels (comme des cartes ou des bacs) pour indiquer quand une machine en aval doit démarrer ou arrêter la production. Cela permet de mieux réguler la charge de travail entre les machines.
- Tirer la production : Chaque machine ne produit que ce qui est nécessaire pour alimenter la machine suivante. Cela permet de réduire les stocks intermédiaires et d’éviter la surproduction.
- Automatiser le Kanban : Utilisez des systèmes de capteurs IoT pour suivre automatiquement les niveaux de stocks et envoyer des signaux aux machines pour démarrer ou arrêter la production.
Exemple :
Dans une usine, lorsque la Machine B termine de traiter une pièce, elle envoie un signal visuel (ou électronique) à la Machine A pour produire une nouvelle pièce. Cela permet de synchroniser les deux machines en fonction de la demande réelle de production, évitant la production inutile de pièces.
4. Automatisation et IoT (Internet des Objets)
L’utilisation de technologies IoT et d’outils d’automatisation avancés permet de surveiller en temps réel l’état des machines, de leurs performances et de leurs niveaux de production. Cela facilite la synchronisation entre plusieurs machines grâce à une gestion automatisée.
Stratégies :
- Capteurs intelligents : Installez des capteurs sur les machines pour surveiller la vitesse, le temps de fonctionnement, et les micro-arrêts. Ces capteurs peuvent envoyer des signaux en temps réel à d’autres machines pour ajuster leur rythme.
- Systèmes de surveillance en temps réel : Utilisez des systèmes de gestion de production pour centraliser les informations et ajuster automatiquement les vitesses et les cadences des machines en fonction des besoins réels.
- Automatisation des transitions : Programmez les machines pour s’adapter aux changements dans la chaîne de production, par exemple lors du changement de lots ou de modèles de produits.
Exemple :
Si une machine en amont ralentit ou subit des micro-arrêts, le système IoT peut automatiquement ajuster la vitesse des machines en aval pour s’adapter, évitant ainsi l’accumulation de produits ou les temps d’attente.
5. Réduction des Temps de Changement de Série (SMED)
Dans une ligne de production, le changement de série (passage d’un produit ou d’un lot à un autre) peut entraîner des temps d’arrêt, qui désynchronisent les machines. La méthode SMED (Single-Minute Exchange of Die) est une approche qui permet de réduire les temps de changement de série à une minute ou moins.
Stratégies :
- Préparation externe : Effectuez en dehors du temps de fonctionnement tout ce qui peut être préparé avant l’arrêt de la machine (outils, matériaux, etc.).
- Standardisation des processus : Standardisez les processus de changement de série pour réduire les erreurs et les variations.
- Optimisation des réglages : Automatisez les ajustements de machines pour réduire le temps nécessaire aux réglages manuels.
Exemple :
Sur une ligne de production multi-machines, la réduction des temps de changement de série permet à chaque machine de redémarrer plus rapidement, ce qui évite les retards de synchronisation et optimise l’efficacité globale.
6. Maintenance Préventive et Conditionnelle
La maintenance préventive permet de planifier les arrêts des machines de manière coordonnée afin de minimiser les interruptions dans la chaîne de production. Une machine en panne peut désynchroniser toute la ligne, d’où l’importance de la maintenance conditionnelle basée sur l’état réel des équipements.
Stratégies :
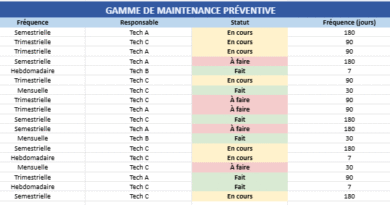
- Planification coordonnée : Programmez les interventions de maintenance pendant les périodes de faible demande ou de manière à éviter les arrêts simultanés de plusieurs machines.
- Maintenance conditionnelle : Surveillez en temps réel l’état des machines avec des capteurs pour détecter les signes de défaillance avant qu’elles ne tombent en panne, réduisant ainsi les arrêts imprévus.
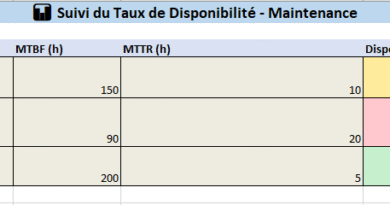
- Suivi des KPI de maintenance : Utilisez des indicateurs comme le MTBF (Mean Time Between Failures) et le MTTR (Mean Time to Repair) pour évaluer l’efficacité de la maintenance et ajuster les plans en conséquence.
Exemple :
En planifiant la maintenance préventive d’une machine pendant que les autres machines continuent à fonctionner, on minimise les interruptions globales, ce qui maintient la synchronisation et l’efficacité de la chaîne de production.
7. Formation des Opérateurs
Une synchronisation efficace des machines dépend également des compétences des opérateurs. Une bonne formation garantit que les opérateurs comprennent les interactions entre les machines et savent comment ajuster les vitesses, résoudre les problèmes rapidement et maintenir un flux régulier.
Stratégies :
- Formation continue : Assurez une formation régulière des opérateurs sur les nouveaux outils, technologies et méthodes de synchronisation (par exemple, l’utilisation des systèmes Kanban ou des logiciels IoT).
- Formation sur la résolution de problèmes : Entraînez les opérateurs à identifier rapidement les goulots d’étranglement ou les inefficacités dans la chaîne et à y remédier immédiatement.
- Standardisation des processus : Mettez en place des procédures standardisées pour les ajustements et les interventions afin d’éviter les erreurs humaines qui peuvent désynchroniser la production.
Synchroniser plusieurs machines efficacement est essentiel pour optimiser la productivité et améliorer le TRS (Taux de Rendement Synthétique) global d’une ligne de production. En équilibrant les capacités des machines, en adoptant un flux continu, en utilisant des systèmes Kanban, des capteurs IoT, et des outils d’automatisation, il est possible de coordonner efficacement plusieurs machines. De plus, une maintenance préventive planifiée, des ajustements rapides grâce à la méthode SMED, et