cours dessin industriel métaux non ferreux et des alliages
Bienvenue dans ce cours dessin industriel – Suite
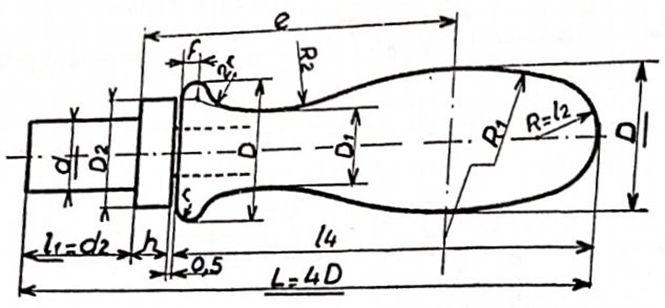
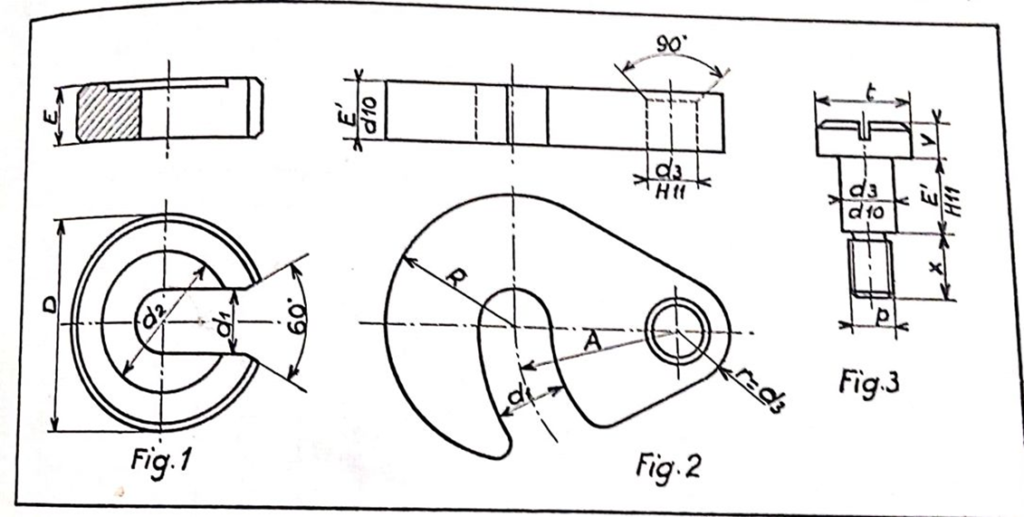
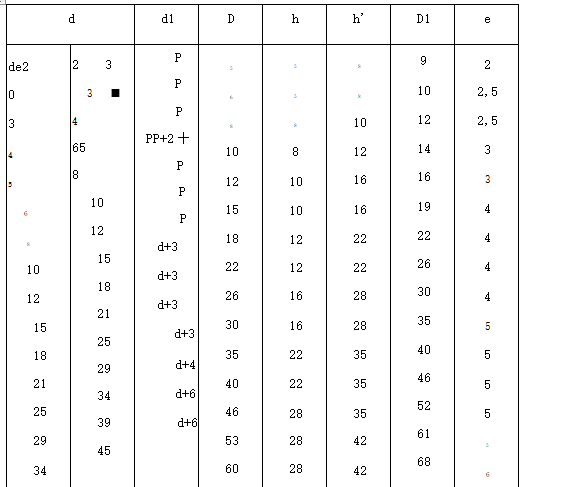
Poignées de manivelles
de volants à main, de leviers de manceuvre, etc
(NF.E. 21.411)
Deux
types
normalisés:
poignées
fixes (D de 10à 42
et poignées
tournan.
tes (D de 16 à 42)
le mode de
fixation
des poignées tournan.
tes est laissé à l’ini-
tiative du fabricant.
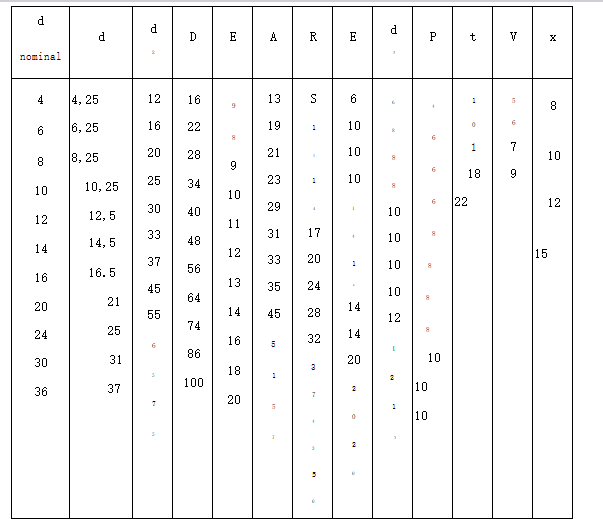
Lorque la poignée doit être fixée de façon plus rigide que par un simple emmanchement,prendre une longueur l’1= 1,5 11.
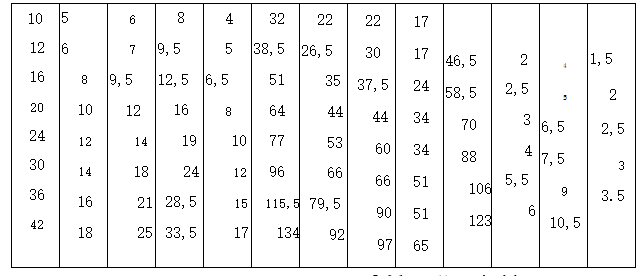
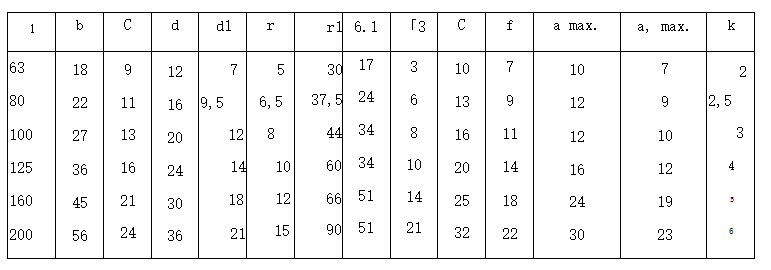
Dimensions:les cotes importantes sont celles qui sont soulignées; les autres ne sont indiquées qu’à titre de recommandation.
Poignée tournante (16 à42)

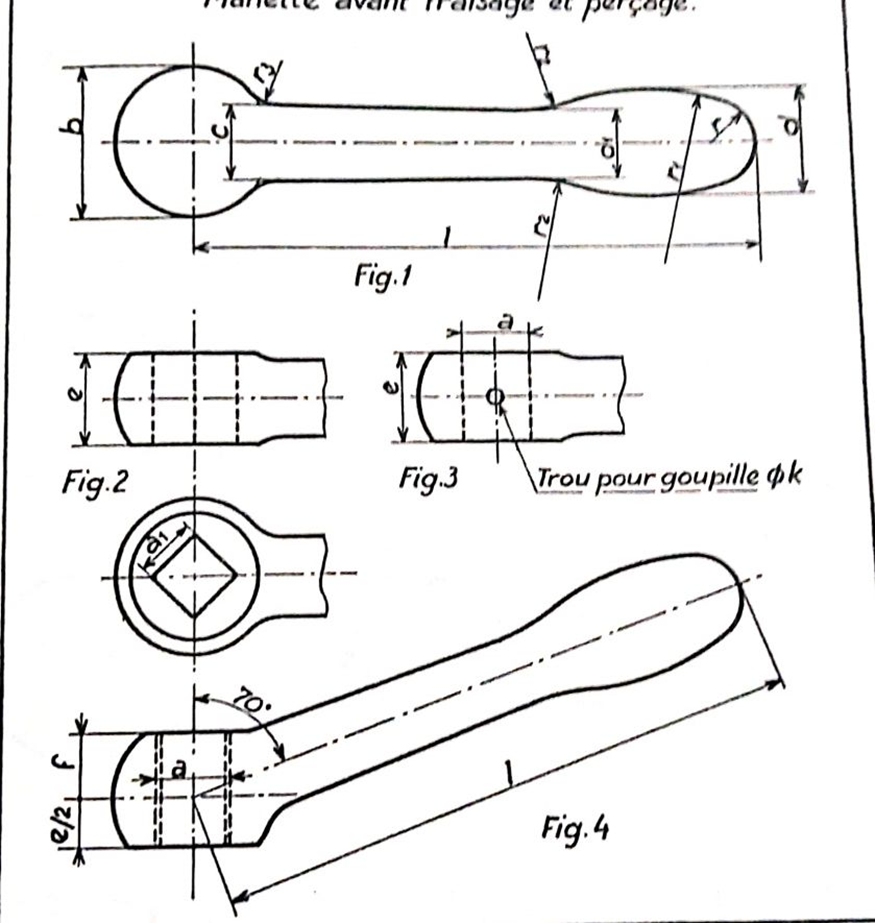
Manettes de blocage
(NF.E.21,412)
Deux types sont normalisés:manettes à queue droite (fig.1) et à queue inclinée (fig. 4).
Dans les deux cas, l’emmanchement peut être: Cylindrique lisse avec goupille (fg.)
Cylindrique fileté (fig. 4);
Carré (fig. 2).
Désignation. Ex. : manette de 200, filetage 20.
Manette avant fraisage et perçage
Manivelles équilibrées
(NF.E. 21.413)
peut être soit rapportée, soit venue de forge.
L’emmonchement peut étre cylindrique ou carré.
erilgnation.Ex:manivelle de 200,caré 19,poignée tournante.
Volants de manoeuvre
(NF.E.21.414)
Deux formes sont prévues : A et B.
L’épaisseur, la forme, le nombre de bras et la forme de la jante sont laissés à l’initiative du constructeur.
Si le volant comporte une poignée, il est recommandé de prévoir une
masselotte d’équilibrage.
Désignation. Ex.:volant de 200. A. alésage 20, sans poignée.
Outillage et divers
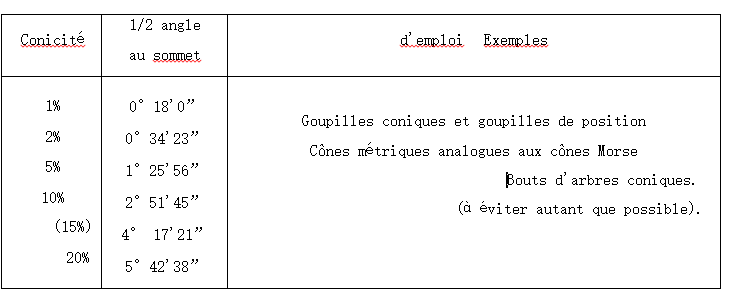
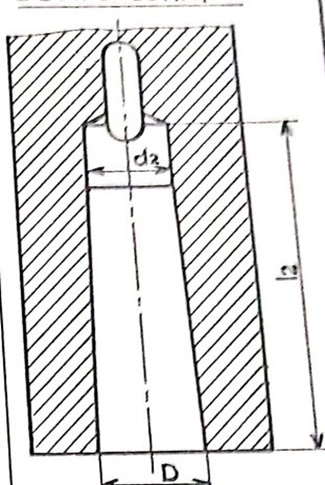
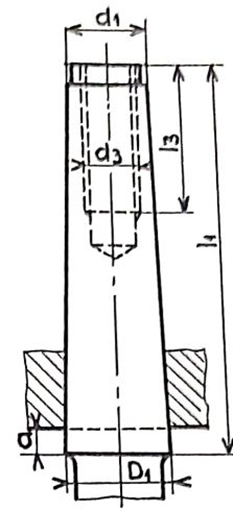
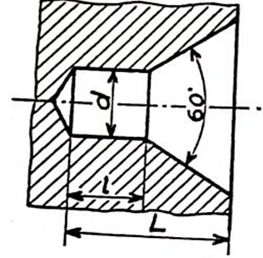
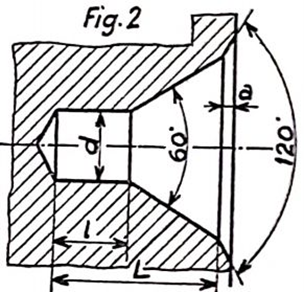
Assemblages coniques
tronc de cone est cote normalement par le diametre diune base, la sonicite et lieu de la conicite. Coter l’angle en degres, la conicite en fractin décimale ou en %. Ex.: conicité 20% ou 0,20.
Conicités normales et demi-angle au sommet correspondant.
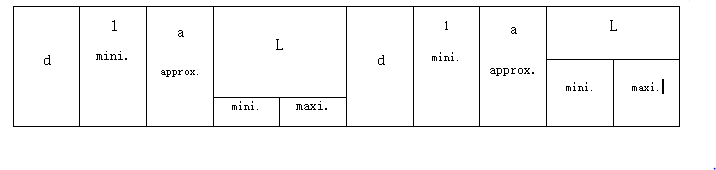
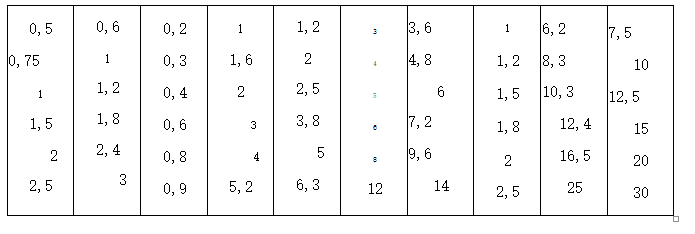
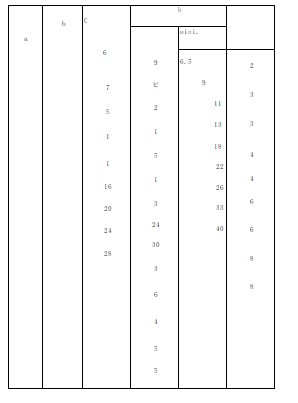
.FRAISURES (E.27.043).
Toutes les fraisures pour boulons, vis, rivets et autres pièces analogues doivent être choisies parmi les suivantes, en évitant si possible les dimensions entre parenthèses.

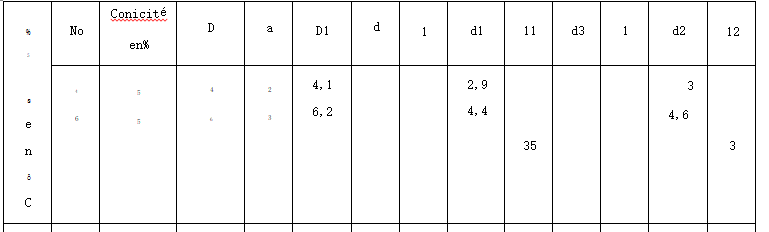
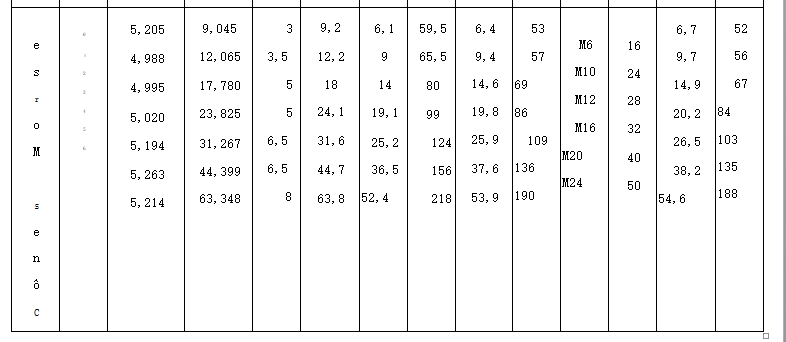
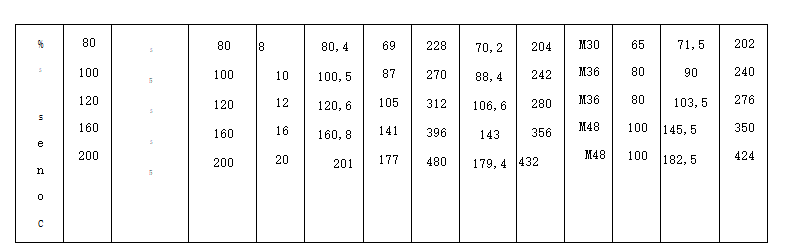
Los cônes d’emmanchement d’outils comprennent
des cônes Morse, numérotés de o à 6, de conicite voisine de 5%;
là-dessous du n » o, les cônes 5 % de diamètre D = 4 et 6 ;
au-dossus du n° 6, les cônes 5 % de diamètre 80- 100-920-160-205.
Le tableau ci-dessous donne un extrait des dimensions , sur ce tableau est un filetage métrique a gros pas

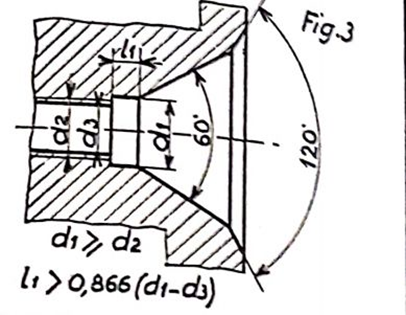
Centres d’usinage
(E.60.051)
pièces façonnées ou vérifiées entre pointes.
contre le contact de la pointe (fig. 3).
Centre normal
avec chanfrein de protection
sur trou taraude
Rainures (E.21.301)
1. RAINURE A T. Le boulon normal à employer dans les rainures à T est le boulon à tête carrée (Q), dont la tige doit être tournée. La différence entre les valeurs maxima et minima de h a pour but de permettre de retoucher un certain nombre de fois le dessus des tables des machines; la cote h des tables neuves aura une valeur voisine du maximum. RAINURE POUR LANGUETTE.
Rondelles fendues
Rondelles fendues amovibles (E.27.616).
Rondelles fendues pivotantes (E. 26.617) et vis correspondantes (E.27.169).
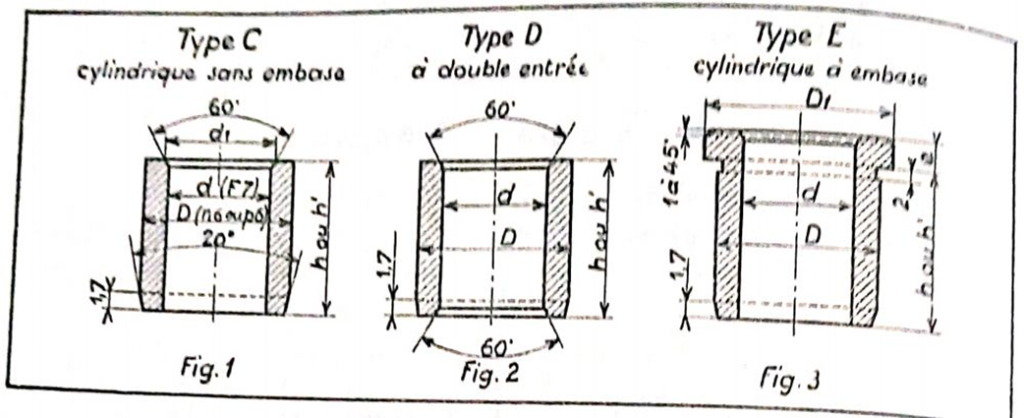
Canons de perçage (E. 21,001)
Tolérances:sur D:n6(1″ emplol) ou pó (remplacement).
sur d:F7.
Désignation. Ex. : canon de perçage D 10 B (E. 21,001).
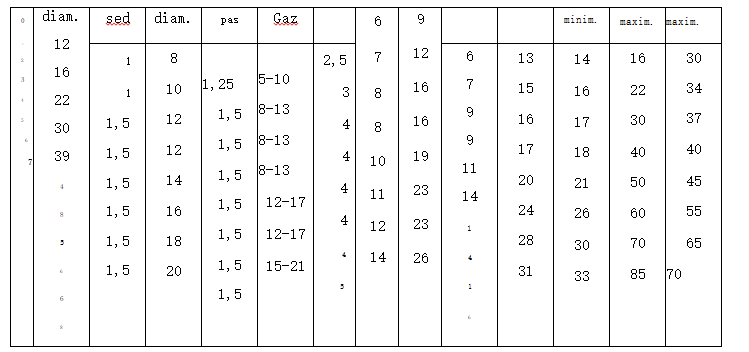
Graisseurs
1.GRAISSEURS STAUFFER(E. 28.204)(fig. 1).
Désignation. Ex.: graisseur Stauffer n° 5, 16 pas 1,5 (ou 12.17 gaz). Marquage : numéro en creux sur le couvercle.
Matière : bronze, laiton, acier, fonte malléable, duralumin.
Dispositif de manoeuvre du couvercle: moletage ou cannelures;pour les n° » 5, 6 et 7 : carré de manoeuvre.
Employer le filetS.l. plutôt que le pas du gaz.
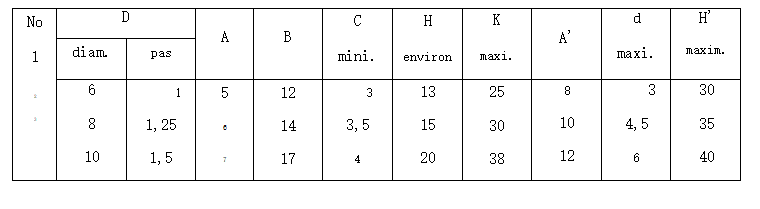
BOUCHONS asCOUVERCLE A CHARNIERE(E.28.201)
(fig.2).
Ex.:bouchon graisseur à couvercle à charnière n° 3. Matidre:bronze,
constructeur.
Le C.N.M. a également normalisé les graisseurs compte-gouttes (E. 26.203) et les niveaux d’huile (E. 28.205).
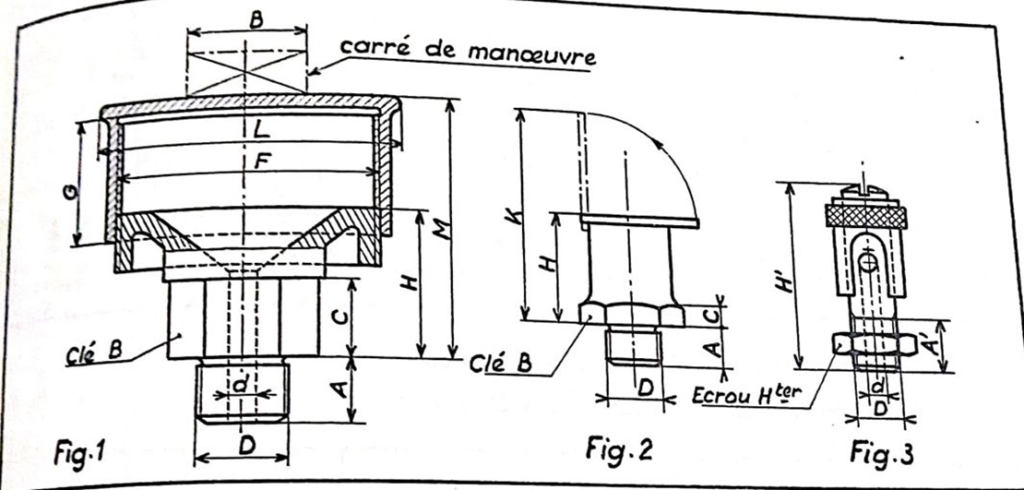
Graisseur Stauffer

Bouchons graisseurs
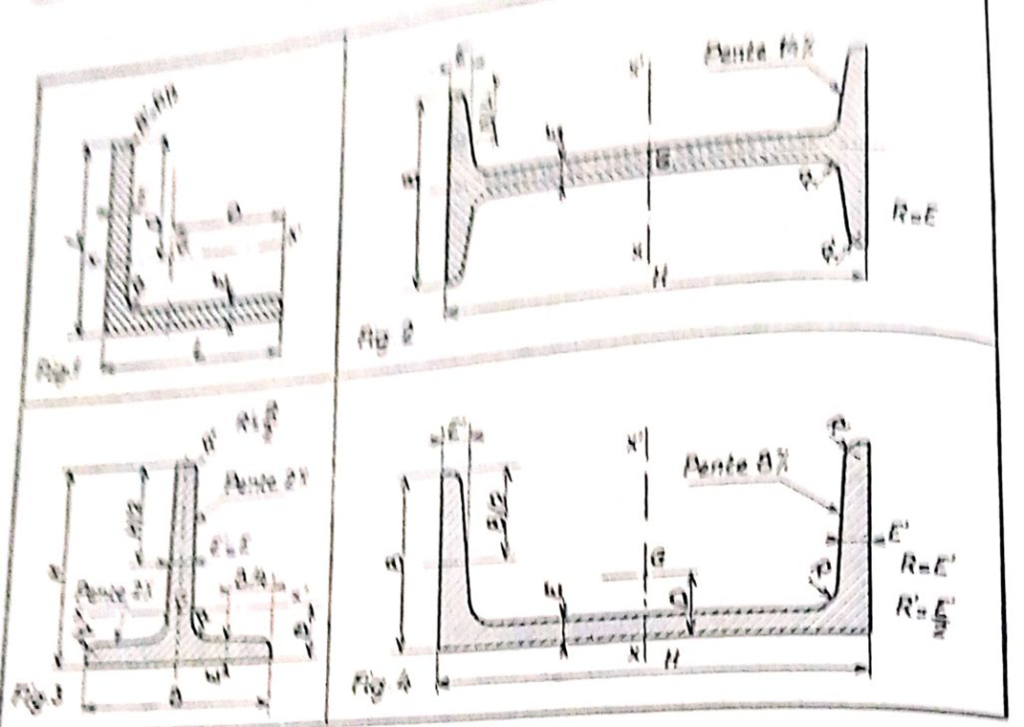
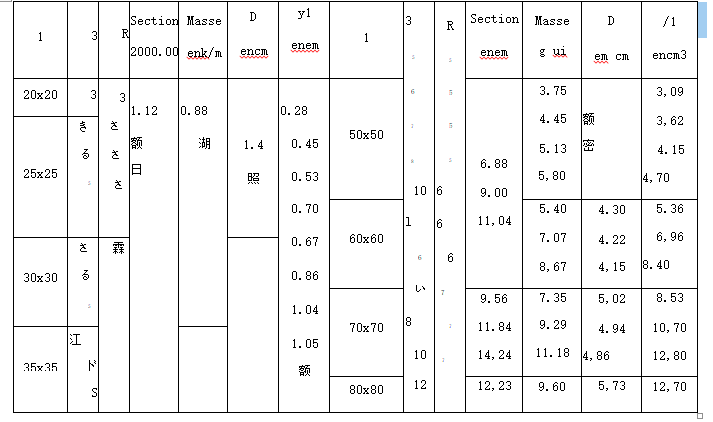
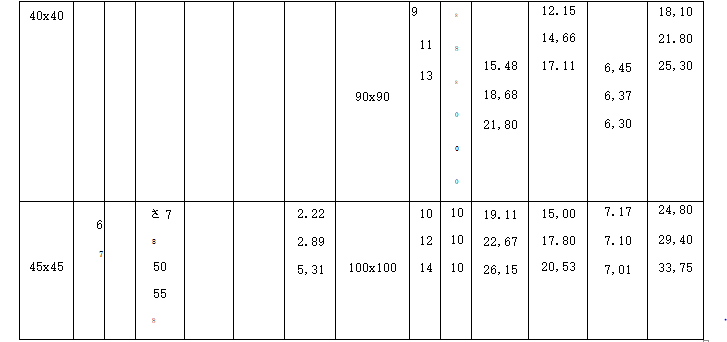
1、CORNIERES (A. 45.100) L de 16 d 150.
Disignation.Ex.:comiere 50x50x7.
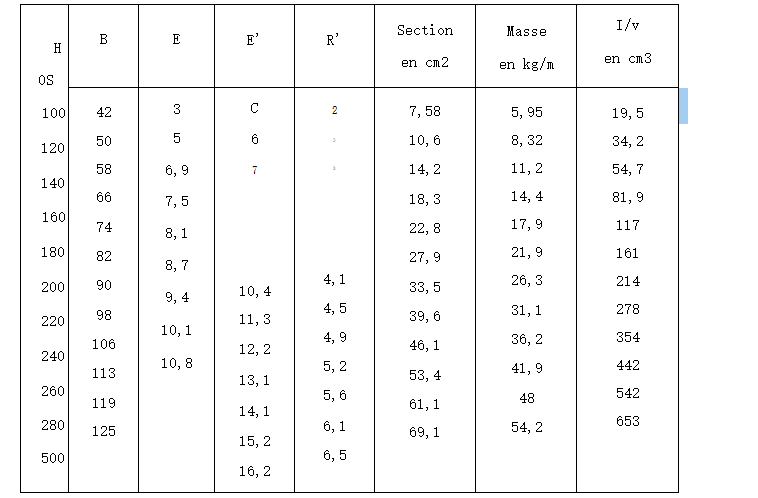
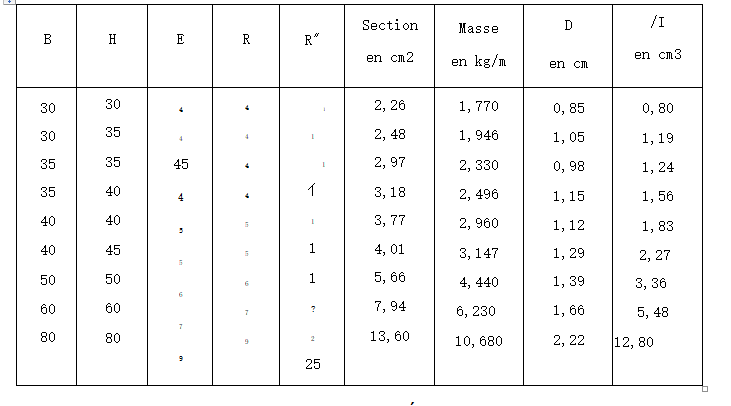
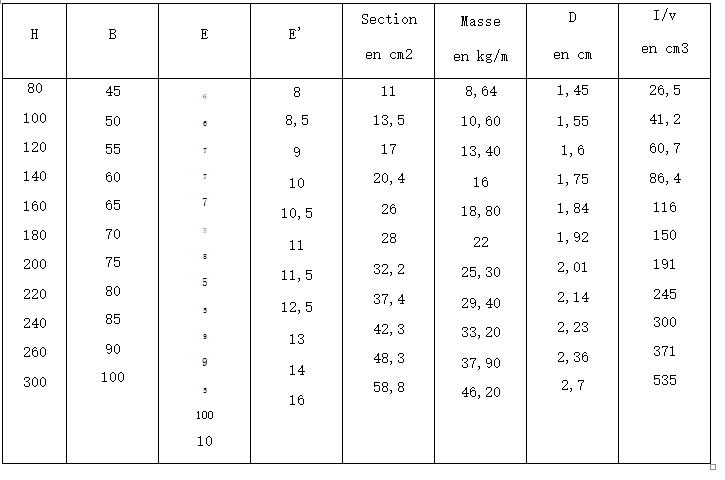
:ROUTRELES L.P.N.(A.45,200).H de 80 a 500. Désignation.Ex.:I.P.N.180.
3.PROFILÉS EN T(A. 45.150). B de 20 à 120.
Désignation. Ex.:profilé en T 40×45.
4.PROFILÉS EN U (A.45.250).H de 30 à 300.
Désignation. Ex.:U 120×55.
G.- Désignation des métaux et alliages (d’après NF. A. 02.001, 02.002, 30.010, 30.101, 102,etc.)
1.SYMBOLES DE DESIGNATION DES MÉTAUX (Extrait).
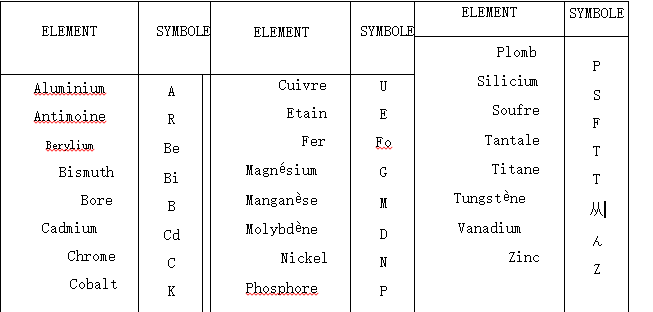
2. DESIGNATION DES MÉTAUX ET ALLIAGES NON FERREUX.
1. Métaux non ferreux: symbole du métal, suivi de l’indice de pureté chimique: chiffre de o à 9, dont la valeur augmente lorsque la pureté croît, suivant un échelonnement particulier à chaque métal. Exemples:U 4 (cuivre à 99,8%). -A 3 (aluminium à 98%).
2.Alliages non ferreux. Désignation: deux groupes de lettres ou chiffres, séparés par un tiret:
a) Symbole du métal de base, suivi éventuellement de l’indice de pureté chimique;
b) Symbole des éléments d’addition, chacun d’eux étant suivi de sa teneur. Exemples:U-Z 10 (laiton à 10 % de zinc) ; U-E 9 (bronze à 9 % d’étain).
3.Désignation des modes d’obtention et états de livraison :
La désignation comprend une lettre suivie de trois chiffres:
une lettre: X pour un métal corroyé, Y pour un métal moulé ;
un premier chiffre précisant le mode d’obtention ;
un deuxième chiffre indiquant le traitement thermique final;
un troisième chiffre indiquant le traitement mécanique final.
Mode d’obtention(1°r chiffre)
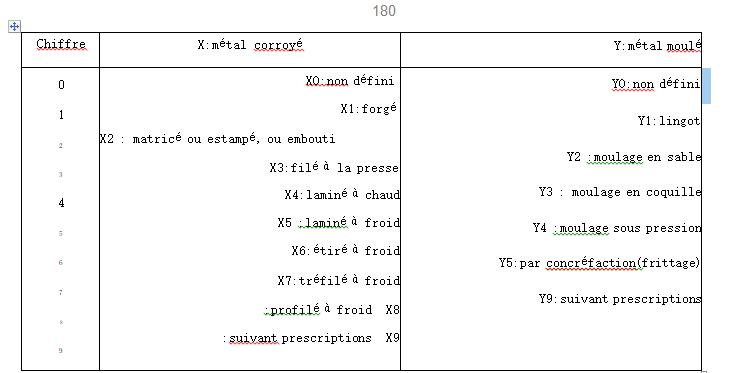
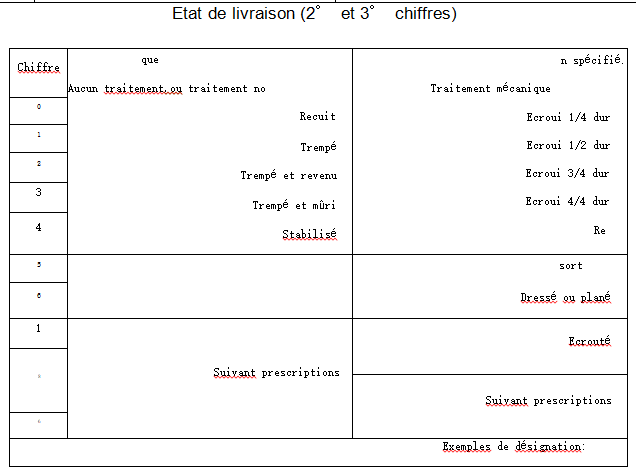
Exemples de désignation:
Etat X 501 :laminé à froid, sans traitement thermique, écroul 1/4 dur.
Etat Y 330: moulé en coquille, trempé et revenu, sans traitement mécanique.
DESIGNATION DES FONTES.
1. Fonte grise de moulage.
| 3. |
Désignation:symbole Ft (fonte-traction) suivi du nombre représentant sa
résistance minimum à l’extension. Ex. : Ft 22.
Qualités courantes : Ft 14 – Ft 18 – Ft 22.
Fontes à haute résistance : Ft 26 et Ft 30. Moulage et usinage difficiles.
2.Fonte malléable.
Désignation: symbole MB(fonte malléable à coeur blanc ou européenne)
ou MN (fonte malléable à coeur noir ou américaine), suivi de la charge
de rupture minimum et de l’allongement A % minimum.
Exemple:MN 35.15.
Qualités courantes:
Font malléable à coeur blanc :MB 35.5 et MB 35.10.
Fonte malléable à coeur noir :MN 35.5; MN 35.10; MN 35.15; MN 38.18.
DESIGNATION ET CLASSIFICATION DES ACIERS.
1. Aciers non alliés : aciers n’ayant fait l’objet d’aucune addition volontaire d’éléments d’alliage, et dont la teneur en éléments autres que le carbone reste inférieure à 0,1 %, sauf en ce qui concerne certains éléments : M(1,2%)-S(1%)-N(0,5%)-C (0,25 %), etc.
2. Aciers alliés :aciers dont la teneur en éléments d’alliage dépasse ces valeurs limites.
3.Aciers d’usage courant : aciers dont l’élaboration n’a pas été conduite en vue d’une application déterminée ; ils sont définis par leurs caracté-ristiques mécaniques ; leur composition chimique n’est pas garantie ; ce sont en général des aciers non alliés.
4. Aciers spéciaux :aciers élaborés et traités en vue d’un emploi déterminé; ils sont définis par leur composition chimique ; ils peuvent être alliés ou non alliés. Ils comprennent les aciers de construction pour traitements thermiques et les aciers pour outils.
5. ACIERS NON ALLIES D’USAGE COURANT. Aciom pour lequel aucune coractristique macanique
par traction. La désignation est constituée par :
b) La charge de rupture minimale (ou nuance) a) La lettre A. éventuellement de l’indice d’utilisation principale
Un indice de pureté chimique,définissant les tendances
croissante.
indice de soudabilité (S) se substituant a l’indice de pureté;
e) Eventuellement:
-un indice de recuit(r); ade delaboration du métal: convertisseur,four Martin,enc.
Exemple:A 33 2d-A 37 3S
tilisation:demi-produits pour forge;laminés à chaud;prafilés;fers romds, carrés, plats ; larges plats ; tôles.
Nuances les plus courantes:

6. ACIERS SPÉCIAUX, alliés ou non alliés, pour traitements thermiques (aciers de construction et aciers pour outils).
1. Aciers de construction non alliés.
A. Aciers de qualité courante, pour traitements thermiques. Désignation.
a) La lettre C.
b) Un nombre entier égal à 100 fois la teneur moyenne en carbone. à 0,05% près.
c)Eventuellement, la lettre S impliquant une garantie de soudabilité
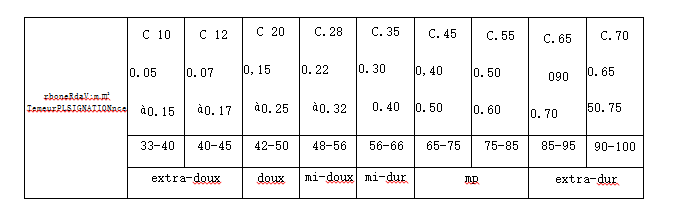
Nuance en carbone, soufre et phosphore. désignation : roc même que les aciers de qualité courante, mais les étances les plus courantes: x 10-12-18-25-32-35-38-42-45-48-55-65-70-80.
Aciers alliés.
L’acier dans lesquels aucun élément addition n’atteint 5%. Désignation:
a) Un nombre entier égal à 100 fois la teneur moyenne en carbone.
b) Une lettre, ou une série de lettres, symbolisant les principaux éléments d’addition, dans l’ordre des teneurs décroissantes.
c) Un nombre indiquant la teneur de l’élément d’addition contenu dans la plus grande proportion, cette teneur étant multipliée par quatre pour C, K, M, N,S, et par dix pour les autres éléments.
éventuellement, un nombre indiquant la teneur d’un autre élément d’addition.
Exemples:
100 C 6 (acier à roulement):0,95 à 1,1% de carbone;1,3 à 1,6% de chrome.
45 S 8 (acier à ressort):0,42 à 0,50% de carbone;1,7 à 2,1% de silicium.
B. Aciers fortement alliés, dans lesquels un élément d’addition au moins atteint 5%. Désignation:
a)La lettre Z.
b) Un nombre entier égal à 100 fois la teneur moyenne en carbone
c) Une lettre, ou une série de lettres, symbolisant les principaux: éléments d’addition, dans l’ordre des teneurs décroissantes.
d) Un nombre indiquant la teneur de l’élément d’addition content dans la plus forte proportion.
e) Eventuellement un autre nombre indiquant la teneur élément d’addition.
Exemples (acier inoxydable):0.25 0.35 o de carbone;1201
de chrome.
Z 90 KCW 38 (acier à aimant) : 0,90 % de carbone ;
cobalt;3,5 à 5,75% de chrome;3,5 à 5,75 35à 41% de
% de tungstène.
ACIERS NON ALLIES POUR MOULAGE.
rupture par traction et de la lettre M signifiant 《 moulé 》.
Exemple:A 40 M.
Nuances courantes : A 40 M-A 48 M- A 56 M – A 65 M.
8. APPLICATIONS. Exemples de métaux, alliages et aciers.
1. Cuivre et ses alliages.
a) Cuivre. Qualités normalisées :
b)aiton.Oualites normalisées:U-Z 10;U-Z 15;U-Z 28;U-Z 30 U-Z 33;U-Z 36 ; U-Z 40, etc.
BroU-E8;U-E10;usages généraux,robinetterie,construction mécanique.
U-E14;U-E16:bronze pour frottements; douilles, coussinets. U-E18 : grande résistance et grande dureté.
U-E7P et U-E9P:bronze phosphoreux pour ressorts, frettes.
d) Bronze d’aluminium : U-A6;U-A8;U-A10.
e) Maillechort.U-N26Z17:résistances électriques;U-Z27N18 : ressorts ; U-Z22N15 : pièces de monnaie.
2. Aluminium et ses alliages.
a)Aluminium. Qualités normalisées,_par ordre de pureté croissante: A2 (bas titre);A4 (99 %); A5 (99,5 %); A7 (99,7 %);A8 (99,8 %); A9 (99,9 %).
b)Alliages de fonderie. Alpax (A-S13) ; alumag (A-G6) ; alliage APM (A-U5GT).
c) Alliages de forge. Duralinox(A-G3 et A-G5); almasilium (A-SG) almélec (A-GS); duralumin (A-U4G).
Alliages de zinc : zamak (Z-A4G,Z-A4U, etc.).
Alliages de magnésium :G-A3Z1;G-A6Z3, etc.
Aciers.
a)Aciers non alliés d’usage courant (classe A) : voir p. précédentes.
b)Aciers de construction non alliés (classes C et XC) : voir p. précédentes.
Au nickel : 10 N8 ; 20 N8 ; 18 N12 ; Z 12 N5, etc.
c) Aciers alliés.
Au chrome:12 C3;32 C4; 45 C6; 100 C6, etc.
Au nickel-chrome : 10 NC6 ; 20 NC6; 30 NC11, etc.
Au nikel-chrome molybdène : 25 NCD15 ;40 NCD19, etc.
Au chrome-vanadium : 30 CV4.
Aciers pour traitements thermiques.
d)Aciers trempants. Non alliés : C20 ; C35 ; C50; C65.
Alliés:20 N8;16 NC6;14 NC11;25 NC11; 35 CD4, etc. Aciers auto-trempants : 40 NC17 ; 32 NCD15 ; 40 NCD19, etc. Aciers de cémentation: XC8 ; XC10′; 10 N8 ; 16 NC6 ;20 NC12,etc. Aciers de nitruration : 30 CAD6-12 ; 20 CD12, etc.
e)
Aciers à propriétés particulières.
Aciers de grande dureté, résistants à l’usure : 100 C6 (roulements); 45 C4; Z 120 M12, etc.
Aciers inoxydables : Ż 8C17 ; Z 20C13 ;Z 12CN16; Z 12CN18-8,
etc. Aciers à haute résistance à température élevée:30NCD12;35CD4. Aciers réfractaires : Z20CN25-5 ; Z10CNS25-13, etc.
6 Matériaux pour ressorts.
Aciers non alliés : XC55; xC65 ; XC70, etc.
Aciers alliés : 45S8; 55S8; 45C4;60C2;50CV4, etc.
Bronze phosphoreux:U-E7P; U-E9P.
Alliages de nickel: métal Monel (Ni+Cu),métal Inconel (Ni+Cr+F
7. Matériaux magnétiques.
Aciers au silicium, pour tôles magnétiques : 8S12.
Aciers pour aimants : XC90; Z90KCW38, etc.
8. Métaux pour résistances électriques.
Maillechort : U-N26Z17.
Aciers alliés:Z10NC12-12;Z10NC50-25;Z10NC80-20. etc
COMPLEMENTS
1. Cotation fonctionnelle
(PN.E.04.009 et FD.E.04.019)
intions et principes de cotation donnes par ho norme ents D.04.019 donne des exemples de cotation fonctionnelle
1. NOTATIONS PARTICULIÈRES (PN.E.04.009)
1.Cote encadrée:cote à partir de laquelle sont définies, par un tolerance. ore encoe eecelui de cette cote,les limites dune zone de tolerance ce conique (fig. 13).
Tolerance de position autour d’une position theorique:elle est indiquee à la suite d’un signe particulier (voir fig. 6) et encadrée.
3. Cotation dite « au maximum de matière 》: inscrire le symbole M a la suite de la tolérance de position de l’axe d’une surface cylindrique; ex. fig. 12.
COTATION DE LA DISTANCE ENTRE PLANS (FD.E.04.019)
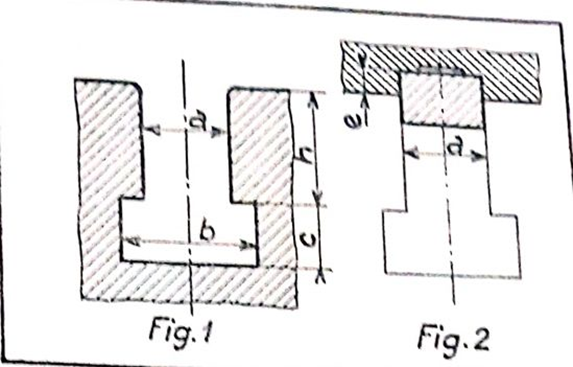
1. Cotation ne nécessitant pas la détermination d’une chaîne de cotes.
1. Choix des dimensions à coter. Exemple:axe d’articulation (voir AM. page 71).
2.Choix des ajustements (fig 2). Les cotes de longueur b et c ne sont pas constitutives d’ajustements ; il peut être prévu des tolérances relativement larges, en moins pour b, en plus pour c; la cote a,au contraire, est susceptible d’ajustement.
Jeu. Supposons, par exemple, que a ait une cote nominale de 10 mm, et que le fonctionnement correct de l’ensemble (tel qu’il peut avoir été déterminé par le calcul, par l’expérience de cas similaires anté-rieurs, ou par des essais préalables) impose, entre cette partie de l’axe et la partie correspondante de la tête de bielle ayant même cote nominale, un jeu compris entre un maximum de 0,08 mm et un minimum de 0,03 mm environ.
Tolérances. Supposons également que la tolérance d’ajustement, 0,08-0,03=0,05, doive, compte tenu des coûts de fabrication, être répartie par moitié entre les deux pièces, soit 0,025 pour chacune,